Most recliner mechanism failures we see in OEM projects don't happen on the production floor. They happen in the first conversation — when a buyer sends a rough sketch and asks for a price, and the factory quotes it without asking a single engineering question. Six weeks later, the sample doesn't fit the frame, the spring rate is wrong, and the tooling deposit is already spent.
This guide covers what you actually need to define before approaching a supplier, how tooling decisions affect your MOQ and IP, and what separates a factory that can execute an OEM project from one that will waste your time and money.
—
OEM vs ODM: What the Distinction Means for Your Drawings, Tooling, and IP
These two terms get used interchangeably in supplier listings. They're not the same, and the difference has direct consequences for your sourcing risk.
OEM (Original Equipment Manufacturer) in this context means you supply the design — drawings, specifications, performance requirements — and the factory manufactures to your spec. You own the design. The tooling made to your drawings is yours (or should be, contractually). The factory is a production partner, not a design authority.
ODM (Original Design Manufacturer) means the factory owns the design. You select from their existing catalog or request modifications to their existing tooling. Faster to market, lower upfront cost, but you're building your product on someone else's IP. If that factory supplies your competitor with the same base mechanism, your differentiation is limited to cosmetics.
For furniture brands building a proprietary product line, OEM is the right path. For importers who need a working mechanism at a competitive price point without custom development, ODM from a factory with a strong catalog makes more sense. Most of our buyers start ODM on their first container and move to OEM once they've validated the market segment.
(The gray area: "modified ODM" — where a buyer takes our standard mechanism and requests dimensional changes to the mounting pattern or arm geometry. We treat this as a light OEM project: new tooling for the modified components, drawings reviewed by our engineering team, and the modified tooling is owned by the buyer.)
—
Engineering Specifications to Define Before You Approach Any Supplier
If you send a supplier a photo of a competitor's mechanism and ask them to copy it, you'll get a quote. You won't get a reliable product. Here's what needs to be defined before tooling starts.
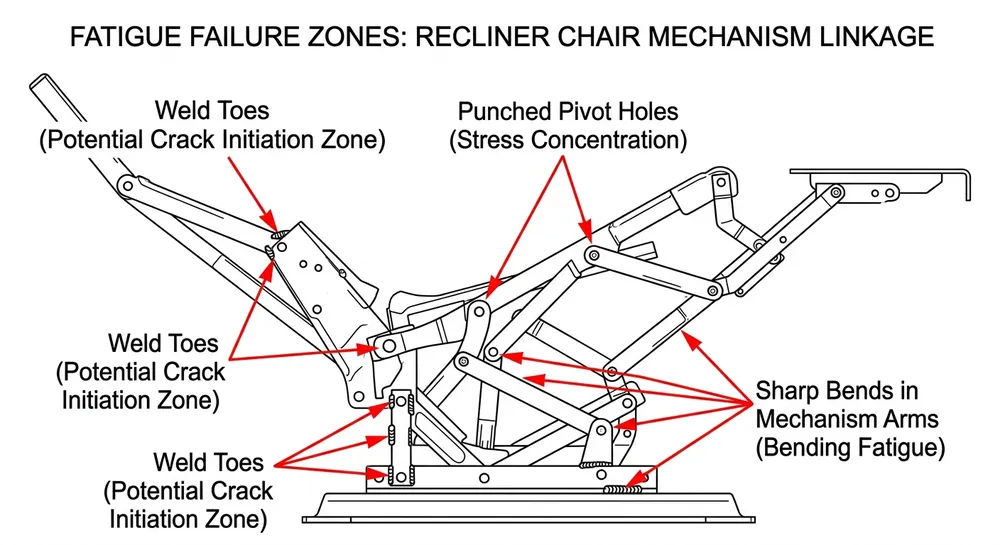
Load Rating and Cycle Life
These two specs determine the steel grade, wall thickness, and weld specification for every structural component in the mechanism.
- Static load rating: the maximum weight the mechanism must support in the reclined position. For residential recliners, 150–180 kg is a common design target. For commercial or hospitality applications, 200+ kg is more appropriate.
- Dynamic cycle life: how many open/close cycles the mechanism must survive before failure. BIFMA X5.1 requires 25,000 cycles for residential seating. Contract furniture buyers typically specify 50,000–100,000 cycles. We run cycle testing in-house on a dedicated test rig — if you need a specific cycle count certified, tell us before tooling starts, not after.
Underspecifying cycle life is the most common mistake we see from first-time OEM buyers. A mechanism that passes 10,000 cycles looks identical to one that passes 50,000 — until your warranty claims start arriving.
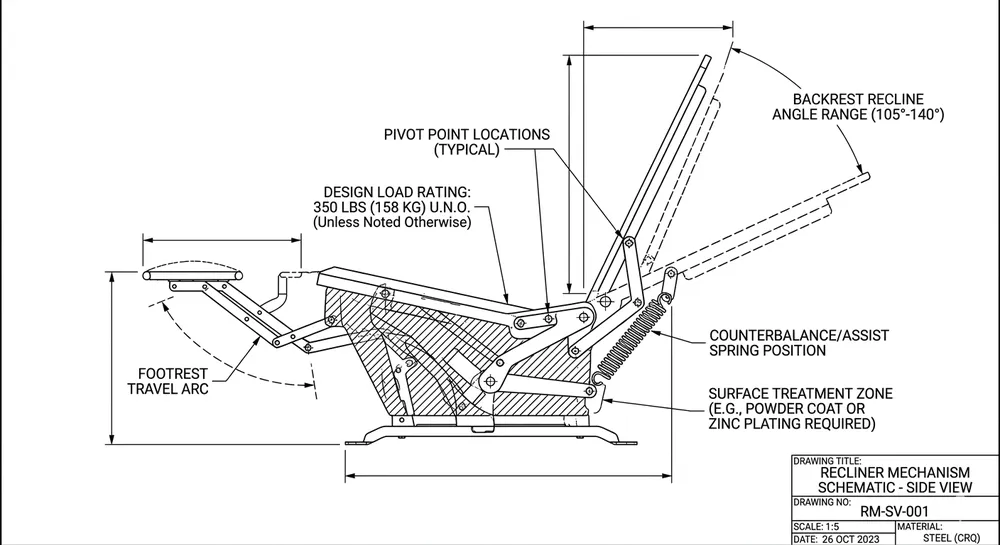
Pivot Geometry and Travel Arc
The pivot point locations and the travel arc of the footrest and backrest determine whether the mechanism fits your frame and whether the reclined position feels right to the end user. These are not interchangeable between mechanism families.
Key dimensions to specify or confirm:
- Seat-to-floor height at rest and in reclined position
- Footrest travel arc (typically 90–110° from closed to fully extended)
- Backrest recline angle (typically 15–45° from upright)
- Pivot pin diameter and center-to-center spacing
- Frame mounting hole pattern and bolt size
If you're designing a new frame around an existing mechanism, we can provide a CAD drawing of the mechanism envelope so your frame designer works to the right geometry from the start. If you're fitting a mechanism into an existing frame, send us the frame dimensions first — we'll tell you which of our standard mechanisms fits, or whether a custom pivot geometry is needed.
Spring Rate and Actuation Force
The spring rate controls how much effort the user needs to actuate the mechanism and how smoothly it returns to the upright position. Too stiff and the mechanism feels heavy. Too light and it creeps forward under load.
Spring rate is typically specified in N/mm. For a standard residential recliner, a return spring rate of 8–14 N/mm is common. The right value depends on the expected user weight range and the travel arc. We can calculate a recommended spring rate if you give us the load range and arc geometry — this is faster than iterating through samples with the wrong spring installed.
Surface Treatment Specification
Surface treatment affects corrosion resistance, appearance, and compliance. For OEM orders, you need to specify:
- Zinc plating: standard for interior residential applications, typically 8–12 μm. Passes 72-hour salt spray.
- Nickel plating: better appearance, used where the mechanism is partially visible. Passes 96-hour salt spray.
- Powder coating: used when color matching to frame components is required. We run an in-house powder line at 60–80 μm consistent thickness.
- Phosphate + oil: lowest cost, suitable for mechanisms fully enclosed in upholstery where appearance is irrelevant.
For EU and North American market buyers, RoHS compliance on surface treatments is non-negotiable. Our plating lines are RoHS-compliant. If your current supplier can't provide a RoHS declaration for the surface treatment, that's a compliance gap worth fixing before your next shipment.

—
Tooling Decisions: Ownership, Revision Cycles, and What They Mean for Your MOQ
Tooling is where OEM projects get expensive and where most buyers make avoidable mistakes.
In-House vs Outsourced Tooling
When a factory outsources tooling to a third-party die shop, you lose control of revision speed and dimensional consistency. The factory sends drawings to the die shop, waits for the tool, runs a sample, finds a problem, sends the tool back. Each cycle adds 2–3 weeks. We've seen OEM projects take 6 months to reach an approved sample because the factory had no tooling capability of their own.
We run an in-house tooling shop. When a sample comes back with a dimensional issue — a pivot hole that's 0.3 mm off center, a bracket that's binding at full extension — we fix it the same week. The tooling engineer who made the die is in the same building as the engineer who reviewed your drawings. That's not a small thing when you're trying to hit a product launch window.
Tooling Ownership
Tooling ownership should be specified in your purchase agreement before you pay the deposit. The standard arrangement: you pay the tooling cost (typically amortized into the unit price over the first production run, or paid as a separate line item), and the tooling is yours. The factory holds it for production use, but cannot use it to produce for other buyers.
If a supplier is vague about tooling ownership, that's a red flag. We document tooling ownership explicitly in every OEM agreement — the tool number, the component it produces, and the buyer's name are recorded in our tooling register.
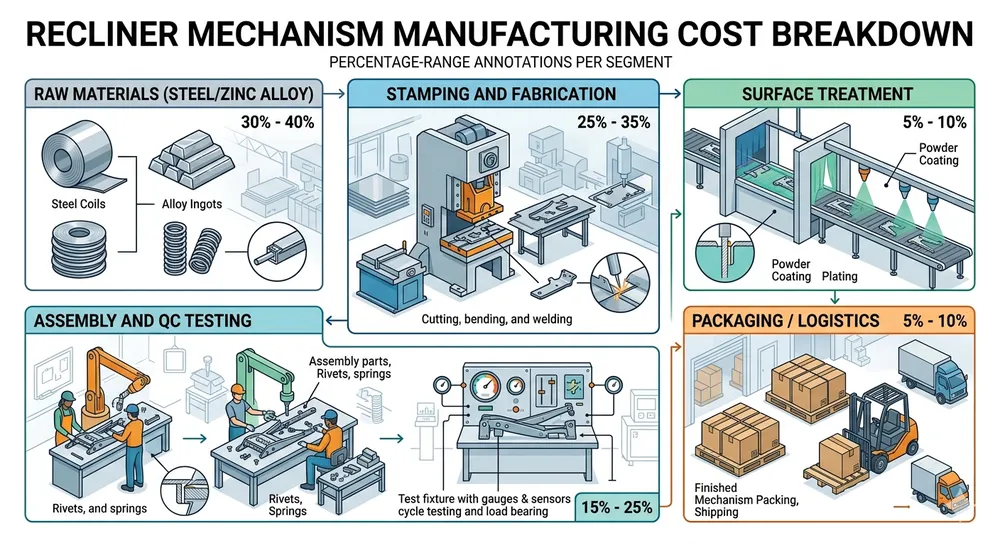
Tooling Cost and Amortization
Tooling cost for a recliner mechanism OEM project depends on how many custom components require new dies. A project that modifies only the mounting bracket might require a single progressive die — tooling cost in the range of $800–$2,500. A full custom mechanism with new pivot geometry, custom linkage arms, and a proprietary locking cam requires multiple dies — tooling cost can reach $8,000–$15,000 for the complete set.
Amortization: most buyers prefer to spread tooling cost across the first production run rather than pay it upfront. At 500 units, a $3,000 tooling cost adds $6 per unit. At 2,000 units, it adds $1.50. The math is straightforward — higher first-run volume reduces your effective tooling cost per unit and improves your landed margin on the initial order.
MOQ: Tooling Projects vs Catalog Orders
This is where OEM and ODM diverge sharply in practice.
For catalog (ODM) orders, our standard MOQ is 500 units. The tooling already exists. We're scheduling production time, not building new dies.
For OEM tooling projects, the MOQ conversation is different. The minimum that makes economic sense depends on the tooling investment. For a light modification project ($1,000–$2,000 tooling), 500 units is still workable. For a full custom mechanism with $10,000+ in tooling, we typically discuss a first-run commitment of 1,000–2,000 units to make the amortization reasonable for both sides.
(We've done smaller first runs for buyers who needed to validate a new product before committing to volume — 300 units with a higher per-unit tooling amortization. It works, but the unit economics are tighter. If you're in that situation, tell us upfront and we'll structure the quote accordingly.)

—
Material and Process Requirements: What to Specify and Why It Matters
The mechanism's structural components — the main frame rails, pivot brackets, linkage arms, and locking cam — are stamped from cold-rolled steel. The die-cast components (typically the pivot housings and locking mechanism body) are zinc alloy.
Steel Grade and Wall Thickness
For structural stamped components, SPCC (JIS G3141) or equivalent cold-rolled steel is standard. The relevant spec is wall thickness:
| Component | Typical Thickness | Notes |
|---|---|---|
| Main frame rail | 2.0–2.5 mm | Primary load path — don't go below 2.0 mm for residential |
| Pivot bracket | 2.5–3.0 mm | Stress concentration point — thickness matters here |
| Linkage arm | 1.5–2.0 mm | Thinner is acceptable if geometry is correct |
| Footrest support | 2.0 mm | Fatigue loading — specify cycle life requirement |
We run progressive die stamping on these components. Tolerances on stamped parts are typically ±0.2 mm on hole positions and ±0.15 mm on critical pivot dimensions. If your design requires tighter tolerances on pivot geometry, that's achievable but it affects tooling cost and cycle time.
Die-Cast Components
The pivot housings and locking cam body are zinc alloy die-cast (Zamak 3 or Zamak 5 depending on load requirements). Die casting gives us tighter dimensional control than stamping on complex 3D geometries — typically ±0.1 mm on critical dimensions.
This matters for OEM projects because dimensional inconsistency in die-cast pivot housings is one of the most common failure points we see when buyers switch from a trading company source to a factory-direct source. Trading companies often source die-cast components from a separate supplier with no incoming inspection. We cast in-house, which means the same team that designed the die is responsible for the dimensional output.
Welding Specification
Structural welds on recliner mechanisms are typically MIG welded. For OEM projects, specify:
- Weld type (fillet, butt, plug)
- Minimum weld length and throat thickness
- Whether weld appearance matters (visible vs enclosed in upholstery)
We use semi-automated MIG welding on structural joints. Full penetration on load-bearing joints is standard — we don't use tack welds on structural connections.
—
Quality Validation: What to Require from an OEM Factory
A sample that passes your visual inspection is not a validated OEM mechanism. Here's what the validation process should include.
First-Article Inspection (FAI)
Before production starts, the factory should produce a first-article sample and provide a dimensional report against your drawings. Every critical dimension — pivot hole positions, bracket geometry, overall envelope — should be measured and recorded. If the factory can't provide a dimensional report, they're asking you to trust their judgment instead of your specification.
We provide a full FAI report with every new OEM tooling project. The report includes measured values for all critical dimensions, surface treatment thickness readings, and a functional test result.
Cycle Testing
If you've specified a cycle life requirement, the factory needs to demonstrate it — not just claim it. Cycle testing means running the mechanism through the specified number of open/close cycles on a test rig under the specified load, then inspecting for wear, deformation, and functional degradation.
We run cycle testing in-house. For standard residential spec (25,000 cycles at 120 kg), we can complete a test run and provide results before production approval. For higher cycle requirements (50,000+), we can discuss a sampling protocol that gives you statistical confidence without testing every unit.
100% Functional Testing vs Sampling
For OEM production, we run 100% functional testing on every unit — not sampling. Every mechanism is cycled through its full range of motion, the locking mechanism is engaged and released under load, and the spring return is verified. Units that don't pass are pulled from the shipment.
Sampling-based QC is faster and cheaper for the factory. It's also how defective units end up in your containers. At our production volume, 100% functional testing adds roughly 45 seconds per unit to the line cycle time. That's a cost we absorb because the alternative — a warranty claim from your customer — costs both of us more.

—
Compliance Documentation for OEM Orders
If you're supplying EU or North American markets, compliance documentation is part of the product — not an afterthought.
CE Marking
CE marking for furniture mechanisms falls under the Machinery Directive or the General Product Safety Directive depending on the application. For recliner mechanisms supplied to EU furniture manufacturers, the relevant standard is EN 12520 (domestic seating) or EN 15373 (contract seating). We hold CE documentation and can provide the declaration of conformity with your OEM order.
RoHS
RoHS compliance applies to the surface treatment and any electronic components (if your mechanism includes a power recliner motor). Our plating lines — zinc, nickel, and powder coat — are RoHS-compliant. We can provide a RoHS declaration for the surface treatment on your OEM order.
SGS Testing
For buyers who need third-party verification, we work with SGS for independent testing. SGS test reports for cycle life, load rating, and surface treatment can be arranged as part of the OEM project. Lead time for SGS testing adds to the sample approval timeline — factor this in if you're working toward a hard launch date.
What Your Customs Broker Needs
For a typical OEM recliner mechanism shipment to North America or Europe:
- Commercial invoice with HS code (typically 9401.90 for furniture parts)
- Packing list
- Certificate of origin (Form A for GSP, or standard CO)
- CE declaration of conformity (EU)
- RoHS declaration
- Any applicable test reports
We prepare all standard export documentation. If your customs broker has specific requirements, send us the checklist before production — we've handled enough EU and North American shipments to know what's typically needed, but requirements vary by country and product classification.
—
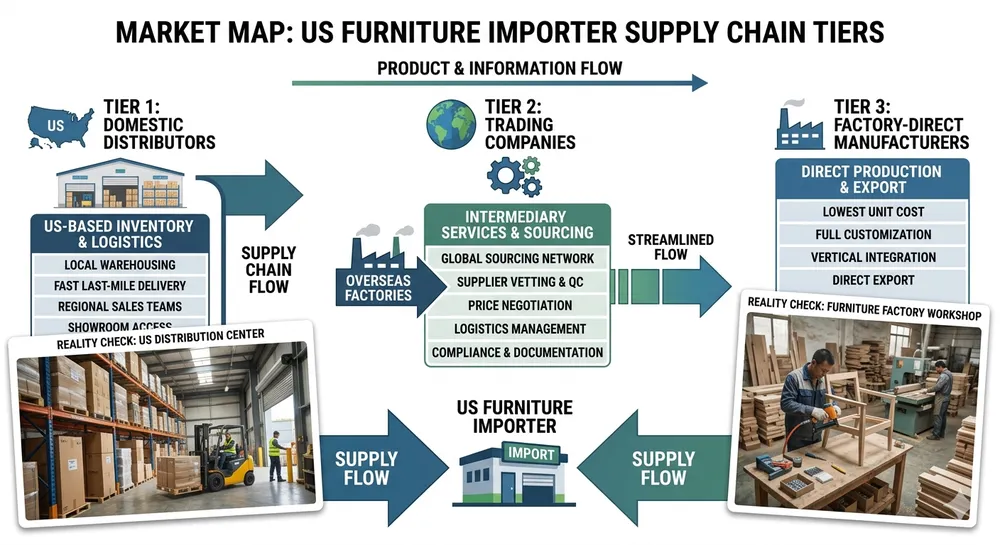
Factory-Direct OEM vs Trading Company: Why the Distinction Matters
A trading company can place your OEM order with a factory. What they can't do is control what happens inside that factory.
When you source OEM through a trading company, the tooling is held by the factory, not the trading company. If the trading company changes factories — or goes out of business — your tooling may be inaccessible. We've had buyers come to us after exactly this situation: tooling stranded at a factory they had no direct relationship with, and no leverage to recover it.
The engineering review happens at the factory level. A trading company can forward your drawings, but they can't review them for manufacturability. The question "will this pivot geometry cause binding at full extension?" requires a mechanism engineer to answer — not a sales agent.
QC happens at the factory. A trading company can hire a third-party inspector for a pre-shipment check, but they can't run 100% functional testing on your production run. That requires the factory's own test equipment and trained operators.
For OEM projects specifically, factory-direct sourcing is not a preference — it's a structural requirement for maintaining control over your tooling, your IP, and your quality outcomes.
We've been factory-direct since 2008. No trading layer. Your order is quoted, tooled, produced, tested, and shipped by the same team. When you have an engineering question at 10 PM before a product launch, you're talking to the people who built the tooling — not a middleman who will forward your message in the morning.
—
Frequently Asked Questions
What is the minimum order quantity for a custom OEM recliner mechanism?
For catalog (ODM) orders, our standard MOQ is 500 units. For OEM tooling projects, the practical minimum depends on the tooling investment. Light modification projects (single die, $1,000–$2,000 tooling) can work at 500 units. Full custom mechanisms with multiple dies typically require 1,000–2,000 units on the first run to make the amortization reasonable. We can structure smaller first runs for market validation — the unit economics are tighter, but it's workable.
What cycle life should I specify for a residential vs contract recliner mechanism?
For residential applications, BIFMA X5.1 requires 25,000 cycles. Most residential OEM buyers specify 30,000–40,000 cycles to build in a safety margin. For contract or hospitality applications (hotel rooms, waiting areas, healthcare), specify 50,000–100,000 cycles. The difference in material cost between a 25,000-cycle and a 50,000-cycle mechanism is smaller than most buyers expect — it's mainly in steel thickness and weld specification, not exotic materials.
How do I know if my recliner mechanism drawings are ready for tooling?
A drawing is ready for tooling when it specifies: all critical dimensions with tolerances, material grade and thickness for each component, surface treatment type and thickness, weld type and location for structural joints, and the performance requirements (load rating, cycle life). If any of these are missing, the factory will make assumptions — and those assumptions may not match your product requirements. Our engineering team reviews every OEM drawing set for manufacturability before tooling starts. We'll flag gaps before you spend money on dies.
What's the difference between zinc plating and nickel plating for recliner mechanisms?
Zinc plating (8–12 μm) is the standard for mechanisms fully enclosed in upholstery — adequate corrosion protection, lowest cost, passes 72-hour salt spray. Nickel plating gives better appearance and passes 96-hour salt spray, so it's used where the mechanism is partially visible or where the buyer's market requires a higher-finish appearance. For coastal markets or high-humidity environments, nickel plating is worth the premium. For standard residential mechanisms that will never be seen, zinc plating is the right call.
Can I own the tooling if I source OEM from MVMHardware?
Yes. Tooling ownership is documented in the purchase agreement — the tool number, the component it produces, and your name are recorded in our tooling register. The tooling stays at our facility for production use, but it cannot be used to produce for other buyers. If you ever move production, the tooling is yours to transfer. We've never had a dispute over tooling ownership because we document it clearly from the start.
—
For a closer look at the full range of recliner and sofa mechanisms we manufacture, see our Recliner & Sofa Mechanism category page. If you're still evaluating mechanism types before committing to an OEM project, our guide to recliner mechanism types covers the main configurations and their trade-offs. When you're ready to move forward, our recliner mechanism quality checklist covers what to verify before approving a production sample.
Send your drawings, target spec, or project brief to our engineering team via the Request Quote page — we'll review for manufacturability and return a specific OEM quote with tooling and unit pricing.