Most sourcing problems on custom cabinet hardware don't start at production. They start at the RFQ stage, when a buyer sends a rough sketch or a sample photo and asks for a price. The factory quotes something. The buyer approves it. Tooling gets cut. Then the first samples arrive and nothing fits — wrong travel angle, wrong torque, finish doesn't match the rest of the cabinet line. Now you're three months in, tooling is paid for, and you're negotiating a revision.
We've been through this enough times to know where the gaps are. This checklist exists to close them before tooling starts.

What "OEM" Actually Means for a Door Furniture Mechanism Project
Catalog sourcing and OEM sourcing are different supply chain decisions, not just different order sizes. When you source from a catalog, you're buying a mechanism the factory already makes — the tooling exists, the spec is fixed, and your only variables are quantity and finish. When you commission an OEM door furniture mechanism, you're buying a mechanism built to your drawing, your tolerances, and your brand requirements. The tooling gets cut for your spec. If the spec changes after tooling, you pay for the revision.
That distinction matters commercially. OEM gives you a mechanism your competitors can't easily replicate from the same catalog. It lets you control the torque profile, the travel angle, the mounting footprint, and the surface finish to match your cabinet line exactly. The trade-off is that the spec has to be right before production starts — there's no "we'll adjust it later" without cost and delay.
For buyers building a private-label cabinet hardware line or supplying custom furniture projects at volume, OEM is the right path. For buyers testing a new market or running below 500 units, catalog stock with custom packaging is usually the better starting point. (We tell buyers this directly — cutting tooling for a 200-unit trial order rarely makes financial sense for either side.)
The Specification Checklist: What to Lock Before You Send an RFQ
This is the core of the article. Every item below represents a decision point where ambiguity costs money. Work through each one before you brief a manufacturer.
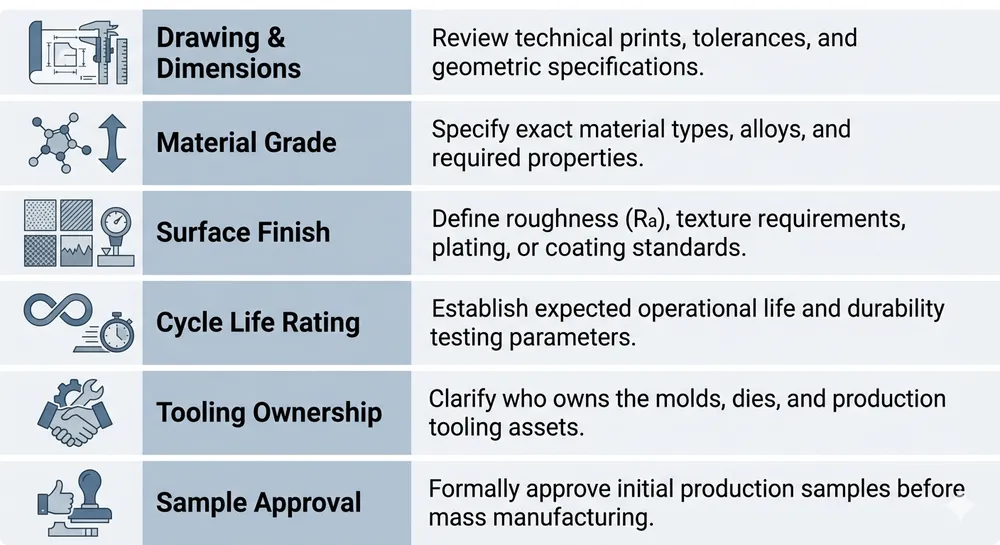
1. Drawing Format and Dimensional Requirements
Send a 2D engineering drawing with GD&T tolerances, not a photo or a sketch. The drawing should specify:
- Overall envelope dimensions (height × width × depth in mm)
- Mounting hole pattern — hole diameter, spacing, and countersink depth if applicable
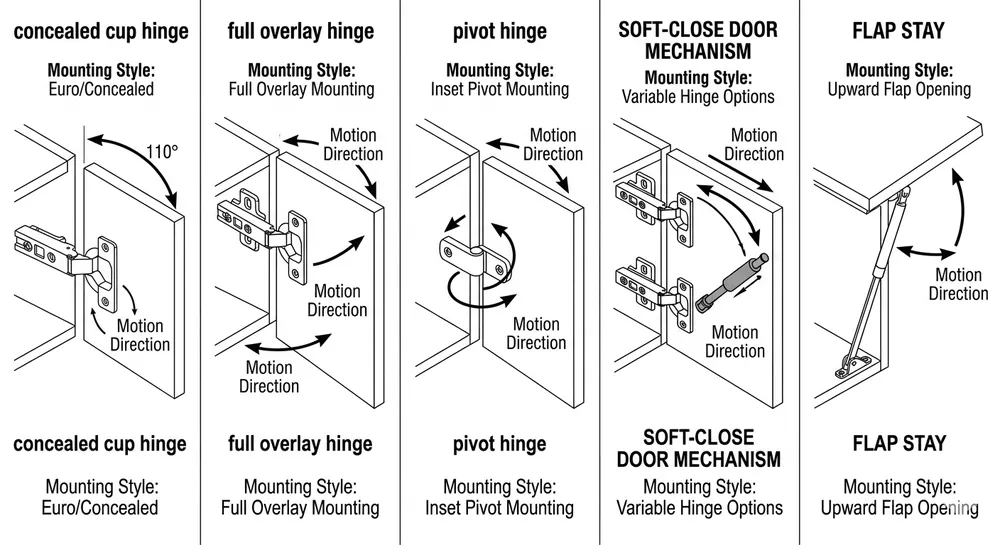
- Travel angle — full open-to-close range in degrees
- Pivot point location — distance from mounting face to hinge axis
- Clearance requirements — overlay or inset configuration, door thickness range
If you're working from a physical sample, we can reverse-engineer a drawing from it, but expect one extra sample iteration to confirm dimensional accuracy. A clean 2D drawing with tolerances cuts that iteration out.
For zinc alloy die-cast components, specify critical dimensions with ±0.1mm tolerance or tighter where fit matters. For cold-rolled steel stampings, ±0.2mm is typical for non-critical features; tighten to ±0.1mm only where the part interfaces with another component.
2. Material Grade
The two primary material paths for door furniture mechanisms are cold-rolled steel (SPCC or equivalent) and zinc alloy die-casting (Zamak 3 or Zamak 5). They're not interchangeable — each has a different cost structure, weight profile, and surface finish compatibility.
| Material | Typical Application | Weight | Surface Finish Compatibility | Tooling Cost |
|---|---|---|---|---|
| SPCC cold-rolled steel | Structural arms, mounting plates, load-bearing pivots | Higher | Powder coat, zinc plate, nickel plate | Lower (progressive die) |
| Zamak 3 zinc alloy | Decorative housings, complex-geometry covers, knobs | Lower | Nickel plate, chrome plate, powder coat | Higher (die-cast mold) |
| Zamak 5 zinc alloy | Higher-load die-cast components, tighter tolerances | Lower | Same as Zamak 3 | Higher |
Most door furniture mechanisms combine both: a stamped steel structural core with a die-cast zinc alloy cover or decorative element. If your design calls for a complex external shape, specify which components are die-cast and which are stamped — this affects tooling cost, lead time, and the revision process differently for each.
We run in-house zinc alloy die-casting, which matters for OEM work. When die-casting is outsourced to a third-party shop, dimensional variation between the casting and the stamped assembly is the most common source of fit problems on first samples. Keeping both processes under one roof means we catch those gaps before the sample ships to you.

3. Surface Finish Specification
Surface finish is where most OEM briefs are underspecified. "Chrome-look" or "matte black" is not a finish spec — it's a color reference. A manufacturer needs to know the process, the thickness, and the performance standard.
For door furniture mechanisms, the common finish options and their relevant specs:
| Finish | Process | Typical Thickness | Salt Spray Resistance | Notes |
|---|---|---|---|---|
| Zinc plating | Electroplating | 8–12μm | 72–96 hours | Standard indoor use; cost-effective |
| Nickel plating | Electroplating | 10–15μm | 120–200 hours | Better corrosion resistance; decorative |
| Powder coating | Electrostatic spray + cure | 60–80μm | 500+ hours | Best for painted finishes; hides substrate |
| Chrome plating | Electroplating | 0.3–0.5μm (decorative) | 96–200 hours | Decorative only; requires copper/nickel undercoat |
Specify the finish by process name, not by appearance. If your target market has compliance requirements — RoHS for Europe, REACH for certain coatings — state them in the RFQ. Our finishes are RoHS-compliant across the line, but if you need SGS test reports for a specific market, request them at the sample stage, not after bulk production.
For more detail on finish selection trade-offs, see our guide on surface finish options for door hinge mechanisms.
4. Cycle Life Rating
Cycle life is the number of open-close cycles the mechanism is rated to complete before functional failure. It's a sourcing spec, not a marketing claim — and it's the one spec most buyers forget to include in their RFQ.
For cabinet door mechanisms, typical cycle life tiers:
- 50,000 cycles — standard residential cabinetry, light commercial
- 100,000 cycles — mid-grade commercial furniture, hospitality projects
- 150,000+ cycles — high-traffic commercial, contract furniture, institutional
The cycle life rating affects material selection, spring wire gauge, pivot pin diameter, and the load-bearing geometry of the arm. If you specify 100,000 cycles but the drawing calls for a spring gauge that only supports 50,000, we'll flag it before tooling. That's the manufacturability review our engineering team runs on every OEM drawing — it catches spec conflicts that would otherwise show up as premature failure in the field.
We run 100% functional testing on every OEM unit before shipment, not batch sampling. For cycle life verification on new tooling, we run an accelerated cycle test on the first production batch and provide the test report with the shipment documentation.
5. Compliance and Certification Requirements
State your target market's compliance requirements upfront. The most common ones for door furniture mechanisms:
- CE marking — required for furniture hardware sold in the EU; covers mechanical safety and material compliance
- RoHS — restricts hazardous substances in surface finishes; relevant for EU and UK markets
- REACH — chemical substance compliance; relevant if your buyer or end customer is in the EU
- CARB / California Prop 65 — relevant for North American market entry
We hold ISO 9001:2015, CE, SGS, and RoHS certifications. If your project requires specific test reports or third-party audit documentation, include that in the RFQ — some documentation requires lead time to arrange and shouldn't be a last-minute request before shipment.
Tooling Ownership, Revision Cycles, and What to Negotiate Before You Sign
Tooling is where OEM projects get complicated. A few things worth understanding before you commit:
Tooling ownership should be stated in the contract. Standard practice: the buyer pays for tooling, the tooling is stored at the factory, and the buyer owns it. If you move production to another factory, you can take the tooling. Some factories blur this — make sure the contract is explicit.
Tooling cost structure varies by component type. Progressive die tooling for stamped steel parts typically runs lower than die-cast mold tooling for zinc alloy components. A mechanism with both stamped and die-cast elements will have two separate tooling costs. Get an itemized tooling quote, not a bundled number.
Revision cycles are the hidden cost in OEM projects. Most tooling contracts include one or two free revisions on first samples. Beyond that, dimensional changes to a die-cast mold can cost $300–$800 per revision depending on the change scope. This is why the drawing needs to be right before tooling starts — not approximately right.
We keep tooling in-house. When a sample revision is needed, our tooling team makes the change here, not at a third-party shop across town. That typically cuts the revision-to-resample cycle from 3–4 weeks (outsourced) to 1–2 weeks. For buyers on a product launch timeline, that difference is real.

MOQ, Amortization Logic, and How to Plan Your First OEM Run
Our standard MOQ for OEM door furniture mechanisms is 500 units. That's the threshold where tooling amortization starts to make commercial sense — below 500 units, the tooling cost per unit gets high enough that catalog sourcing with custom packaging is usually a better margin decision.
Here's the basic amortization logic: if tooling costs $1,200 and your OEM run is 500 units, you're carrying $2.40/unit in tooling cost on the first order. At 2,000 units, that drops to $0.60/unit. At 5,000 units across two orders, the tooling is effectively paid off and your unit economics look like standard production pricing.
For buyers planning a new product line, we recommend structuring the first OEM order as a spec-lock run: minimum quantity to validate the mechanism in your market, with a committed follow-on volume that triggers the better unit price. We can structure the quote to show both tiers so you can plan your margin at each volume level.
(One thing we see regularly: buyers underestimate annual volume at the RFQ stage, then reorder at 3× the original quantity six months later. If you have any signal that demand will scale, build that into the initial tooling conversation — it affects spring selection, surface finish line capacity, and sometimes the structural geometry of the arm.)
How to Brief a Manufacturer: What Goes in the RFQ
A complete OEM RFQ for a door furniture mechanism should include:
- 2D engineering drawing with GD&T tolerances (PDF or DWG format)
- Material specification — steel grade or zinc alloy grade for each component
- Surface finish — process name, thickness spec, and performance standard (salt spray hours)
- Cycle life requirement — target cycles and test standard if applicable
- Compliance requirements — CE, RoHS, REACH, or market-specific certifications
- Annual volume estimate — helps the factory size tooling and quote the right unit price tier
- Target unit price range — optional but useful; lets the factory flag if the spec needs value-engineering to hit your margin
What you don't need to include: a full BOM, a manufacturing process spec, or a quality plan. Those are the factory's responsibility. Your job is to define what the mechanism needs to do and what it needs to look like — our engineering team handles the how.
If you're working from a physical sample rather than a drawing, send the sample with a brief description of what you want to change. We'll reverse-engineer the drawing, flag any manufacturability issues, and return a quote with a tooling cost breakdown.
Quality Verification Before Bulk Shipment
For OEM runs, quality verification happens at two stages: sample approval and pre-shipment inspection.
Sample approval is the gate before bulk production starts. We ship first samples with a dimensional inspection report showing actual vs. nominal measurements for all critical dimensions. You approve the sample, sign off on the spec, and that signed sample becomes the production standard. Any deviation from the approved sample in bulk production is a non-conformance.
Pre-shipment inspection covers 100% functional testing on every unit — open-close cycle verification, torque measurement, and visual finish inspection. For OEM orders, we also include a packing list with batch traceability so you can identify the production date and line for any unit in the shipment.
If your buyer or end customer requires third-party inspection (SGS, Bureau Veritas, Intertek), coordinate that at the order confirmation stage. Third-party inspectors need 3–5 days' notice before shipment, and scheduling conflicts are the most common reason for shipment delays on OEM orders.
Frequently Asked Questions
What is the typical lead time for a new OEM door furniture mechanism from drawing to first sample?
For a mechanism with stamped steel components only, tooling cut to first sample is typically 25–35 days. If the design includes zinc alloy die-cast components, add 10–15 days for mold fabrication. These timelines assume a clean drawing with no major manufacturability issues — our engineering review catches most problems in the first week, so the clock doesn't restart from scratch if a minor revision is needed.
Can I own the tooling and move it to another factory later?
Yes, provided the contract states tooling ownership clearly. We recommend buyers insist on this in writing before paying the tooling deposit. We store customer-owned tooling at our facility and maintain it at no charge for active accounts. If you decide to move production, we'll prepare the tooling for transfer.
What's the minimum order quantity for a custom surface finish on an OEM mechanism?
For powder coat color changes, 500 units is the practical minimum — below that, the line changeover cost makes the per-unit finish cost uncompetitive. For nickel or zinc plating, the MOQ is lower because the plating line runs continuously. If you need a custom RAL color in powder coat, send the color code at the RFQ stage so we can confirm availability before quoting.
How do I specify cycle life if I don't have a test standard?
State the application and the expected use frequency. "Kitchen cabinet door, residential, 20 opens per day" gives us enough to back-calculate a cycle life requirement and recommend the appropriate spring and pivot spec. We'll include the cycle life rating in the sample approval documentation so you have it for your own product spec sheet.
What certifications does MVMHardware hold for door furniture mechanisms?
ISO 9001:2015, CE, SGS, and RoHS. CE and RoHS documentation is available with shipment. SGS audit reports are available on request. If your market requires additional third-party certification, discuss it at the RFQ stage — some certifications require product-specific testing that adds lead time.
—
Ready to move from spec to quote? Submit your drawing, material grade, surface finish requirement, cycle life spec, and annual volume to our team via the Request Quote page. We'll return a tooling cost breakdown and unit price quote — no back-and-forth required if the brief is complete.
For a broader look at our Door & Hinge Furniture Mechanism range, including catalog options that may suit lower-volume or trial orders, visit the category page.