Most OEM furniture mechanism projects don't fail at production. They fail three weeks before production starts — when a buyer changes a mounting dimension after tooling is already cut, or when a die-cast component comes back from a third-party shop with tolerances that don't match the drawing. By the time the problem surfaces in a sample, the schedule is already broken.
We've been running OEM mechanism projects since 2008. The workflow we use now is built around one principle: every decision that can cause a tooling revision or a production hold should be resolved before metal is cut. This article walks through how that works in practice — from the moment you send us a brief to the day your bulk order ships.

OEM vs ODM: the distinction that determines your tooling cost
These two terms get used interchangeably on supplier pages. They're not the same, and the difference affects your budget from day one.
OEM means you own the design. You supply drawings, a reference sample, or a detailed spec sheet. We build tooling to your geometry. The intellectual property stays with you. Tooling cost is real and upfront — typically amortized into unit pricing over the agreed production volume.
ODM means we develop the design. You give us a performance brief: load rating, travel range, mounting envelope, surface finish, target cycle life. Our engineering team selects or develops a mechanism geometry that meets those parameters. You get a proven design faster, with lower upfront tooling exposure, and you can private-label it as your own SKU.
(Most buyers who say "OEM" actually want ODM — they have a performance requirement, not a finished drawing. Worth clarifying before you send a brief, because it changes the quote structure entirely.)
The majority of our OEM ODM capabilities work falls somewhere between the two: a buyer brings a reference mechanism they want modified — different mounting pattern, different load rating, different surface treatment — and we adapt an existing tooling base rather than cutting from scratch. That's usually the fastest and most cost-efficient path.
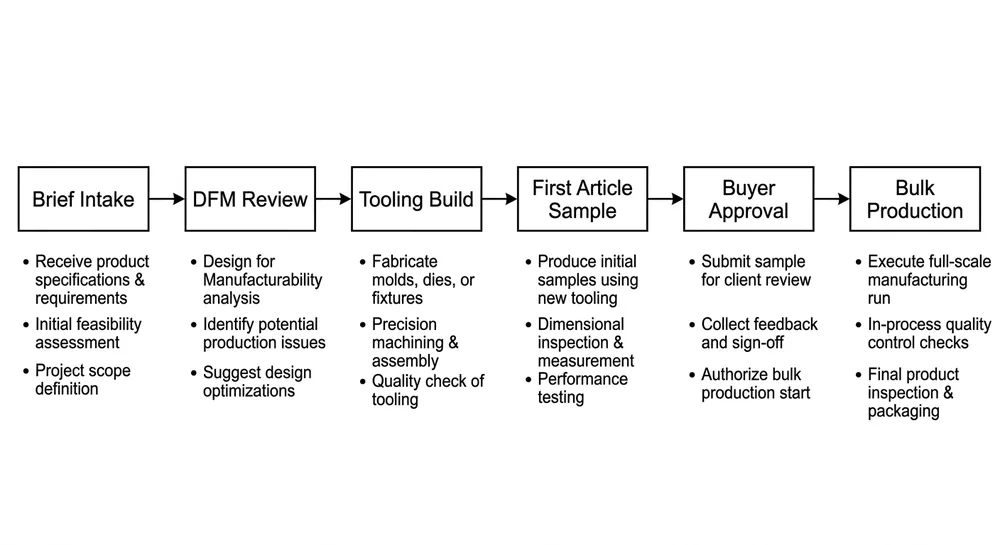
The six stages of an OEM mechanism project
Stage 1: Brief intake
A useful brief doesn't need to be a finished drawing. It needs to answer five questions:
- What does the mechanism do? (recline, lift, swivel, fold, lock)
- What load does it carry, and at what position?
- What are the mounting constraints — hole pattern, envelope dimensions, clearance requirements?
- What surface treatment does the end product require?
- What market is this going into, and are there compliance requirements (CE, RoHS, BIFMA)?
If you have a reference sample or a competitor part you want to improve on, send it. Physical references resolve ambiguity faster than written specs. We've had buyers send us a photo of a broken mechanism with a note saying "make this, but stronger at this joint" — that's a workable brief.
Stage 2: DFM review
This is the stage most trading companies skip, and it's where most tooling surprises originate.
DFM — design for manufacturability — means our 12-person engineering team reviews your geometry before tooling starts. We're checking for features that will cause problems in stamping or die-casting: undercuts that require side-action tooling, wall thicknesses that cause sink marks in zinc alloy, radii that are too tight for progressive die work, weld joint positions that create stress concentrations under load.
We return a DFM report with specific flags and proposed modifications. Some are mandatory (the part won't function or won't release from the tool). Some are recommendations (the part will work, but a small change reduces scrap rate or tooling wear). You decide which recommendations to accept.
This review typically takes 3–5 working days. It adds time at the front of the project. It saves weeks at the back — because a geometry change after tooling is cut means re-machining or scrapping the tool, not just updating a drawing file.

Stage 3: In-house tooling build
We build tooling in-house. That's not a marketing line — it has a specific operational meaning.
When a buyer requests a geometry change during the sample stage, the modification happens in our own tool room, on our own EDM and CNC equipment, by the same engineers who reviewed the DFM. There's no purchase order to a third-party tooling shop, no waiting for a subcontractor's schedule to open up, no communication gap between the tooling shop and the production floor.
For progressive die stamping tools, we typically run 3–7 stations depending on part complexity. For zinc alloy die-casting, we build single or multi-cavity tools depending on volume requirements — a 500,000-unit annual run justifies a 4-cavity tool; a 50,000-unit run usually runs on a single cavity to keep tooling investment proportional.
Tooling lead time from approved DFM to first sample is typically 20–35 days for stamped components and 25–40 days for die-cast components. Multi-component mechanisms that combine both processes run sequentially, so plan accordingly.
(One thing buyers often don't account for: tooling for a mechanism assembly isn't one tool. A recliner linkage might involve 4–6 individual stamped components plus 1–2 die-cast pivot housings, each requiring its own tooling. The DFM review will give you the full tooling count and cost breakdown before you commit.)
Stage 4: First article sample
The first sample run produces 3–5 units from production tooling — not hand-fabricated prototypes. These are made on the same equipment, with the same materials, using the same process parameters as bulk production.
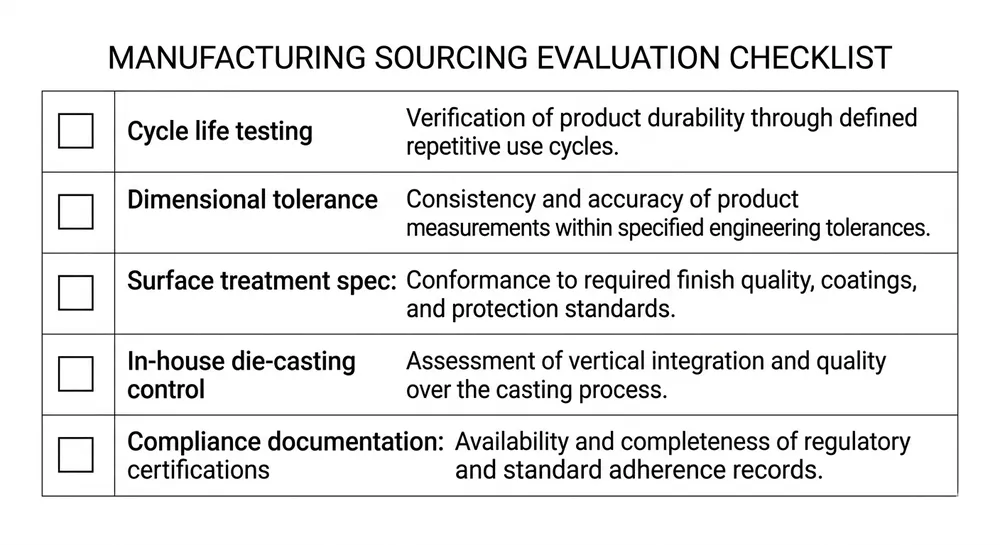
We run dimensional inspection against your approved drawing on every first article: critical dimensions, hole positions, surface treatment thickness, and assembly fit. We also run functional testing — load cycle testing to your specified rating, travel range verification, and torque measurement on adjustable mechanisms.
The sample report we send includes dimensional data, functional test results, and surface treatment measurements. If anything is out of spec, we document it, propose the correction, and re-run before shipping samples to you.
You receive samples with full documentation. Your approval of the first article is the gate that opens bulk production.
Stage 5: Spec lock — the discipline that prevents cost overruns
This deserves its own section because it's the most common source of OEM project delays, and it's entirely preventable.
Spec lock means that once first article samples are approved, the following parameters are frozen:
| Parameter | Why it's locked |
|---|---|
| Material grade | Changing steel grade or zinc alloy spec after tooling affects dimensional output and surface treatment adhesion |
| Surface treatment | Plating or coating changes affect dimensional tolerances on mating parts |
| Mounting dimensions | Any change to hole pattern or envelope requires tooling modification |
| Load rating | Uprating after approval may require wall thickness changes — back to DFM |
| Cycle life target | Affects material selection and heat treatment spec |
Changes after spec lock are possible. They require a formal engineering change order, a revised DFM review, potential tooling modification, and a new first article run. Each of those steps has a cost and a lead time impact.
The buyers who run clean OEM projects are the ones who invest time in the brief and DFM stages to get the spec right before tooling starts — not the ones who try to move fastest through the early stages.

Stage 6: Bulk production and outgoing inspection
Once first article is approved and spec is locked, bulk production runs on the same tooling, same materials, same process parameters as the approved sample. That's the point of the first article process — it's not a formality, it's the production baseline.
On OEM runs, we run 100% functional testing before shipment. Every unit. Not AQL sampling — every unit. For a furniture motion mechanism that carries load or supports a person, sampling-based outgoing inspection leaves a statistical tail of defective units in your container. We don't ship that way.
Functional testing on mechanism assemblies covers: load cycle verification at rated capacity, travel range check, surface treatment adhesion (cross-cut test on coated components), and dimensional check on critical mating surfaces. Units that fail are pulled, root cause is identified, and the production batch is held until the issue is resolved.
MOQ and tooling amortization: the honest calculation
OEM tooling has a real cost. The question is how it's structured.
We don't hide tooling cost in inflated unit prices. Tooling is quoted separately, upfront, and amortized over an agreed production volume. Once that volume is reached, the tooling cost is fully recovered and unit pricing drops to reflect actual production cost only.
For standard catalog mechanisms, MOQ is 500 units. For OEM tooling projects, the MOQ calculation is different — it's driven by tooling amortization, not production economics. A simple stamped bracket with a single-station tool might amortize over 2,000 units. A multi-component recliner linkage with 6 stamping tools and 2 die-cast tools might require 5,000–8,000 units to amortize tooling at a unit price that makes commercial sense for your market.
We'll give you the honest number in the DFM review output. If the tooling amortization MOQ is higher than your initial order volume, we'll discuss options: higher upfront tooling payment with lower amortization threshold, or an ODM path using an existing tooling base that gets you to market faster with lower initial investment.
(We've had buyers come in expecting OEM at 500 units. Sometimes that works for simple parts. For complex assemblies, it usually doesn't — and we'd rather tell you that in week one than in week six.)
Die-cast component quality: the OEM failure point nobody talks about
Most OEM furniture mechanism failures we've seen from other suppliers trace back to die-cast components — pivot housings, cam bodies, locking collars. The failure mode is almost always the same: porosity in the casting that isn't visible on the surface but creates a stress concentration that fractures under load cycling.
Zinc alloy die-casting is sensitive to injection speed, mold temperature, and alloy composition. Suppliers who outsource die-casting to the lowest-cost shop get inconsistent results because they have no control over those parameters. We run die-casting in-house on our own machines, with our own alloy sourcing from approved suppliers, and we X-ray sample die-cast components from each production batch to check for internal porosity before they go into assembly.
This matters commercially because a mechanism failure in the field isn't just a warranty claim — it's a product recall conversation, a brand reputation issue, and a sourcing review. The unit cost difference between a properly controlled die-cast component and a cheap outsourced one is small. The downstream cost difference is not.
Compliance documentation for OEM products
If your OEM mechanism is going into the EU or North American market, compliance documentation isn't optional — it's a condition of market entry.
We provide CE, SGS, and RoHS documentation for OEM products. What that means in practice:
- CE: Declaration of Conformity covering applicable directives (typically Machinery Directive or General Product Safety). We prepare the technical file and DoC for mechanisms we manufacture.
- SGS: Third-party test reports available for load testing, cycle life, and material composition verification.
- RoHS: Material composition documentation confirming restricted substance compliance — required for EU market entry and increasingly required by North American retailers.
These documents ship with your order. If your buyer or retailer requires specific test standards (BIFMA, EN 1335, or others), tell us at the brief stage — we'll confirm whether our standard test protocol covers it or whether additional testing is needed.
What to include in your OEM brief
The more complete your brief, the faster we can return a DFM review and production quote. At minimum, include:
- Mechanism type and function description
- Load rating (static and dynamic if applicable)
- Travel range or motion envelope
- Mounting dimensions or reference drawing
- Surface treatment requirement
- Target cycle life
- Destination market and compliance requirements
- Target annual volume (this affects tooling structure and MOQ calculation)
If you have a reference sample, a competitor part, or even a sketch, include it. We've built tooling from hand sketches before — the engineering team will ask the right questions to fill the gaps.
Send your brief or drawings to our engineering team through the Request Quote page and we'll return a DFM review and production quote. If your project is still at the concept stage, that's fine too — describe the performance requirement and we'll recommend whether OEM tooling or an ODM path makes more sense for your volume and timeline.
Frequently asked questions
What's the difference between OEM and ODM for furniture mechanisms?
OEM means you supply the design — drawings or a reference sample — and we manufacture to your specification. ODM means we develop the design to meet your performance brief. OEM gives you full geometry control; ODM gets you to market faster with lower tooling investment. Many projects use a hybrid: we adapt an existing mechanism design to your mounting requirements and branding.
How long does OEM tooling take from brief to first sample?
From approved DFM to first sample: 20–35 days for stamped components, 25–40 days for die-cast components. Multi-component assemblies run sequentially. The DFM review itself takes 3–5 working days. Total brief-to-sample timeline for a typical mechanism assembly is 5–7 weeks, assuming no major geometry revisions after DFM.
What is the MOQ for OEM furniture mechanism projects?
It depends on tooling complexity. Simple stamped components can amortize over 2,000 units. Complex multi-component assemblies may require 5,000–8,000 units to reach a commercially viable unit price. We quote tooling cost separately and transparently — you'll see the amortization calculation in the DFM review output.
What causes tooling revision delays, and how do you avoid them?
The most common causes: geometry changes after tooling starts, die-cast wall thickness issues that cause porosity, and mounting dimension changes after first article approval. We avoid them through DFM review before tooling starts and spec lock after first article approval. Changes are possible at any stage — they just have a cost and lead time impact that's proportional to how far into production you are when the change happens.
Can you handle CE and RoHS documentation for OEM products going to Europe?
Yes. We prepare CE Declaration of Conformity, SGS test reports, and RoHS material composition documentation for OEM products. If your retailer or importer requires specific test standards, confirm them at the brief stage so we can include the right testing in the first article process.