Most finish failures and premature wear in table surface mechanisms don't trace back to bad assembly. They trace back to a material decision made at the RFQ stage — usually by someone who accepted the supplier's default spec without asking what it actually was.
This article covers the steel grades and surface finishes we use in table mechanism production, why we choose them, and what you should be asking your supplier before you commit to a production run.
—
Why the Steel Grade Decision Happens Too Late in Most Sourcing Cycles
By the time a buyer receives samples, the steel grade is already locked. The tooling is cut, the blanks are stamped, and changing the material spec means restarting the production process. That's the window where a lot of sourcing mistakes get frozen in place.
The grade question needs to happen at RFQ — not at sample approval.
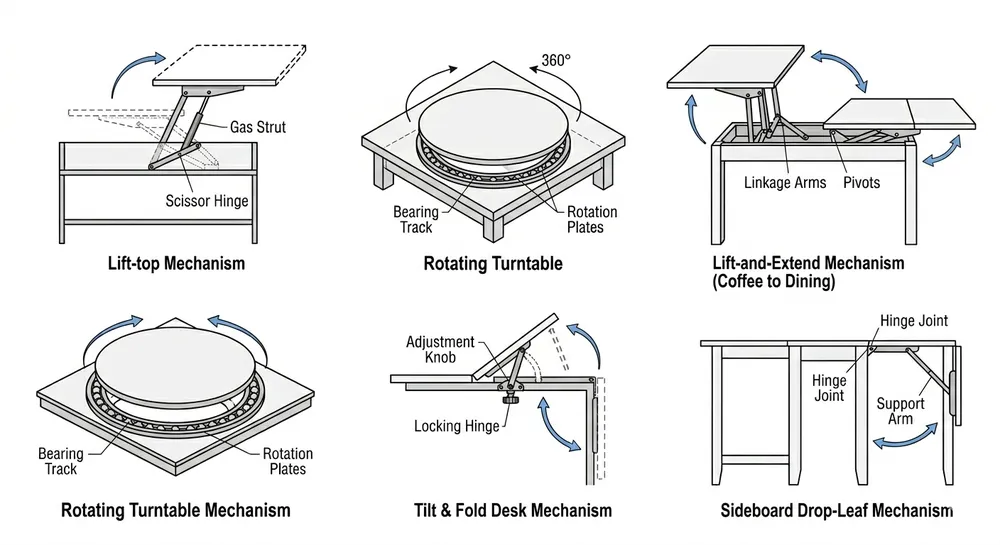
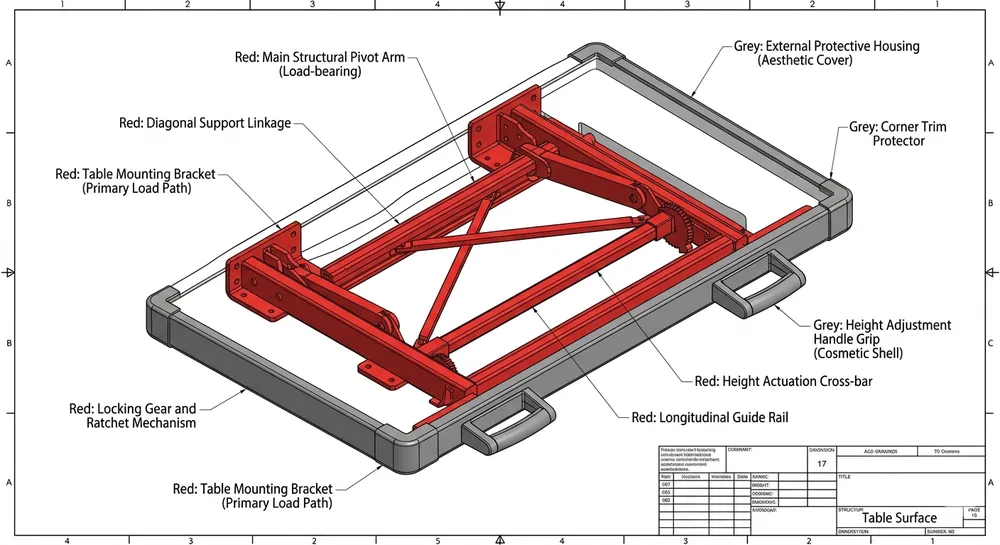
For table surface mechanisms specifically, the structural demands are asymmetric. The pivot arms, locking brackets, and slide rails carry real cyclic load. The decorative covers and trim pieces don't. Specifying the same steel grade across all components is either over-engineering the cosmetic parts or under-engineering the structural ones. We see both mistakes regularly.

—
Steel Grade Selection: What the Spec Sheet Should Actually Say
The two grades we work with most for table mechanism structural components are SPCC (cold-rolled carbon steel, JIS G3141) and SECC (electrolytic zinc-coated cold-rolled steel, JIS G3313). For higher-load applications — heavy-duty extension mechanisms, conference table slides rated above 80 kg — we move to Q235B or S235JR structural mild steel depending on the destination market's standard preference.
Here's how those grades compare across the decisions that actually matter at sourcing:
| Grade | Thickness Range Used | Yield Strength (typical) | Surface Finish Compatibility | Best Application |
|---|---|---|---|---|
| SPCC | 1.0 – 2.0 mm | ~270 MPa | Powder coat, zinc plate, nickel plate | Standard pivot arms, brackets, mid-load slides |
| SECC | 0.8 – 1.5 mm | ~270 MPa | Pre-coated; powder coat over zinc | Cosmetic panels, light-load covers |
| Q235B | 2.0 – 4.0 mm | ~235 MPa | Powder coat, paint | Heavy-duty structural frames, high-load rails |
| S235JR | 2.0 – 4.0 mm | ~235 MPa | Powder coat, paint | EU-market structural components |
A few things worth noting here. SPCC and Q235B have similar yield strength on paper, but Q235B is specified for thicker sections where bending radius and weld integrity matter more than surface finish quality. SPCC gives you a cleaner stamped edge and better powder coat adhesion at thinner gauges — that's why it's our default for the precision-stamped components.
(We've had buyers ask for SECC across all components to simplify their BOM. It works for cosmetic parts, but the zinc layer on SECC adds a variable to the powder coat adhesion process that we'd rather control ourselves through pre-treatment on SPCC. It's a small thing, but it shows up in salt spray results.)
—
Thickness Tolerances and Why They Matter More Than Grade Alone
Grade is half the story. Thickness tolerance is the other half, and it's the one that gets ignored most often.
A nominal 1.2 mm SPCC blank from a mill with ±0.15 mm tolerance means your actual material could be anywhere from 1.05 mm to 1.35 mm. On a pivot arm that's been designed to a 1.2 mm spec, that 12% variance changes the bending force required, the spring-back angle after stamping, and the load rating of the finished part.
We source SPCC from approved mills with ±0.08 mm tolerance on structural components. That tighter spec costs more per coil — roughly 8–12% premium over standard tolerance material — but it eliminates the dimensional scatter that causes inconsistent mechanism feel across a production batch. If your supplier can't tell you their mill tolerance spec, that's a gap worth closing before you approve the sample.

—
Surface Finish Selection: The Three Options and Their Real Trade-offs
For table mechanisms, the finish decision isn't just aesthetic. It determines corrosion resistance, cycle-life friction behavior, and — for your downstream customers — warranty exposure.
We run three finish lines: zinc electroplating, nickel plating, and powder coating. Each has a specific role.
Zinc electroplating is the standard for internal structural components that won't be visible in the finished furniture. It's fast, cost-effective, and gives you 200–300 hours of salt spray resistance under neutral salt spray (NSS) testing per ISO 9227. That's adequate for indoor furniture in temperate climates. For coastal markets or high-humidity environments (Southeast Asia, Middle East), it's not enough on its own.
Nickel plating is what we use when the mechanism is partially visible and the buyer needs a premium surface appearance alongside corrosion resistance. Nickel gives you a harder surface (typically 400–600 HV depending on bath chemistry) and better wear resistance on sliding contact surfaces. The trade-off: it costs 30–40% more than zinc plating per unit, and it requires tighter pre-treatment control to avoid adhesion failures at weld seams.
Powder coating is the right answer when the mechanism is fully visible, when the buyer needs color matching to the furniture finish, or when the application involves higher humidity exposure. Our automated powder line runs at 60–80 μm consistent thickness, passes 500-hour NSS testing, and gives you zero VOC compliance for markets that require it. The limitation: powder coat adds 0.06–0.08 mm per surface, which matters on tight-tolerance sliding components. We account for that in the tooling spec, but if you're switching finish types mid-production, the dimensional clearances need to be re-checked.

—
The Sourcing Trap: What "Standard Finish" Actually Means
When a supplier quotes "standard surface treatment," that phrase covers a wide range of actual practice. We've seen it mean anything from a thin zinc flash (under 5 μm) to a proper 8–12 μm zinc deposit with chromate passivation. The difference in corrosion performance between those two is not marginal — it's the difference between a mechanism that passes your customer's incoming inspection and one that shows white rust within six months of delivery.
The documents you should be requesting at RFQ stage:
- Material Test Certificate (MTC) from the steel mill — confirms grade, thickness, and mechanical properties
- Plating thickness report — specifies deposit thickness in μm, not just "zinc plated"
- Salt spray test report — hours to first corrosion, tested per ISO 9227 or ASTM B117
- Dimensional inspection report — confirms critical tolerances on sliding and pivot components
Most suppliers will provide these if you ask. The ones who can't, or who provide reports without traceable batch numbers, are telling you something about their QC process.
(We run 100% functional testing on all mechanisms before shipment, plus load-cycle verification on sampled units from each batch. The salt spray and plating thickness reports are part of our standard shipment documentation — you don't need to chase them.)
—
How Finish Choice Affects Your Downstream Market Risk
The finish decision has a direct line to your warranty exposure and RMA rate. Here's how it maps to the markets we ship into:
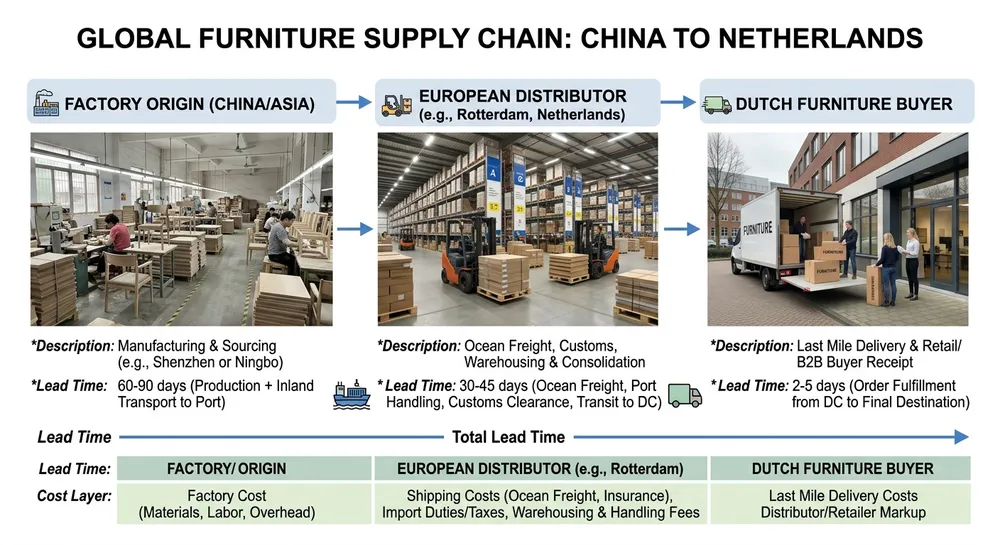
North America and Europe: Buyers in these markets typically specify powder coat or nickel plate for any visible mechanism component. The expectation is 3–5 year warranty coverage with zero surface defects. Zinc-plated components are acceptable for concealed structural parts only.
Middle East and Southeast Asia: High ambient humidity and salt air exposure in coastal cities (Dubai, Singapore, Ho Chi Minh City) mean zinc plating alone is undersized for mechanisms that will be used near windows or in open-plan spaces. We recommend powder coat or nickel plate for any mechanism going into these markets, regardless of whether it's visible.
Hospitality and contract furniture: Hotel and commercial furniture takes more abuse than residential. Cycle counts are higher, cleaning chemicals are harsher, and the cost of a warranty claim in a hotel installation is disproportionate to the unit cost. For this segment, we run nickel plate on all sliding contact surfaces and powder coat on all visible faces — the combination adds roughly 15% to the mechanism unit cost but eliminates the finish-related RMA risk entirely.
The pattern we see most often: buyers optimize for unit cost at the sourcing stage and absorb the warranty cost downstream. The math rarely works out in their favor.
—
What to Verify Before You Approve a Production Run
A sample that looks right isn't the same as a sample that's built right. Before you sign off on a production run for table surface mechanisms, these are the checks worth running:
- Cross-section the plating on a destructive sample — confirm actual deposit thickness matches the spec
- Run a 500-cycle load test on the mechanism at rated load — surface finish failures often appear at the pivot points first
- Check dimensional clearances on sliding components after finish application — powder coat buildup is the most common cause of stiff or binding mechanisms in production
- Request the MTC for the steel coil used in your batch — not a generic mill cert, but the one tied to your production lot
If your supplier can't provide lot-traceable documentation, that's a sourcing risk that doesn't go away after you approve the sample. It just moves downstream to your customers.
For buyers evaluating table surface mechanisms across multiple finish and grade configurations, we're set up to run comparative samples — same mechanism, different finish specs — so you can make the decision based on actual test data rather than supplier claims.
—
Frequently Asked Questions
What steel grade is standard for table surface mechanism pivot arms?
SPCC cold-rolled steel at 1.2–1.5 mm is the most common spec for pivot arms in standard residential and light commercial table mechanisms. For heavy-duty applications (conference tables, height-adjustable surfaces rated above 80 kg), Q235B at 2.0–3.0 mm is more appropriate. The grade matters less than the thickness tolerance — specify ±0.08 mm or tighter on structural components.
Is zinc plating sufficient for table mechanisms going to humid climates?
For indoor use in temperate climates, standard zinc electroplating (8–12 μm with chromate passivation) is adequate. For coastal markets, high-humidity environments, or any mechanism near exterior-facing windows, specify powder coat or nickel plate. The salt spray test threshold to ask for is 500 hours minimum per ISO 9227.
Does powder coating affect the dimensional tolerances of sliding mechanism components?
Yes. Powder coat adds 0.06–0.08 mm per coated surface. On tight-tolerance sliding rails and pivot pins, that buildup can cause binding if the tooling wasn't designed to account for it. Always confirm with your supplier that the tooling clearances were set with the finish thickness included in the spec.
What documents should I request to verify surface finish quality?
At minimum: a plating thickness report (in μm, not just "zinc plated"), a salt spray test report with hours to first corrosion, and a dimensional inspection report on the finished components. For steel grade verification, request the Material Test Certificate tied to your production lot.
What's the cost difference between zinc plating and powder coating on a table mechanism?
Powder coating typically adds 12–18% to the mechanism unit cost compared to zinc electroplating, depending on part geometry and batch size. Nickel plating runs 30–40% above zinc. For most buyers, the relevant comparison isn't finish cost vs. finish cost — it's finish cost vs. warranty claim cost in your target market.
—
If you're specifying steel grade and finish for a new table mechanism program, send us your target market, load rating, and any existing finish spec — we'll come back with a configuration recommendation and a quote. Request a quote here.