The failure pattern is consistent: a furniture importer sources lift-top or coffee table mechanisms, ships product to coastal Florida, Queensland, or the Dutch coast, and starts getting warranty returns 12 to 18 months in. The mechanism still functions — barely — but the surface is visibly rusting, the finish is flaking, and the end customer is unhappy. The importer absorbs the return cost, the brand takes the hit, and the next sourcing cycle starts with the same question nobody asked the first time: what finish spec did you actually order?
Corrosion failure in table mechanisms is almost never a material problem. The steel underneath is usually fine. It's a surface treatment problem — wrong finish for the environment, underspec coating thickness, or a supplier who outsourced the surface treatment and lost control of the process. All three are preventable at the sourcing stage.

Why coastal and humid environments accelerate mechanism failure faster than you expect
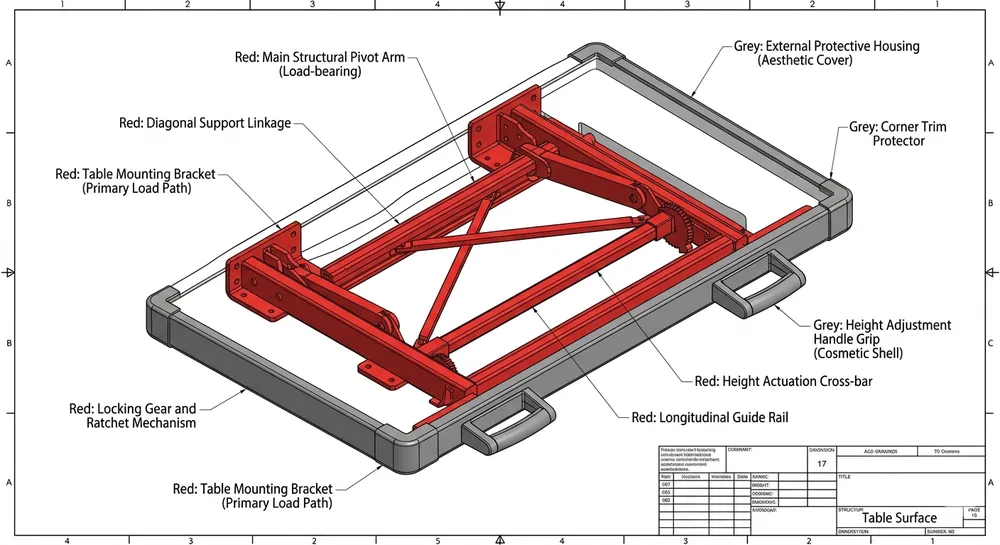
Salt air and high humidity attack steel through electrochemical corrosion — moisture and chloride ions work together to break down the oxide layer on bare or poorly protected steel. The mechanism geometry makes this worse. A lift-top table mechanism has stamped brackets, pivot pins, spring assemblies, and welded joints — all of which create surface discontinuities where coating coverage is thinner and where moisture pools.
The specific failure points we see most often:
- Weld seams — heat from welding burns off zinc or disrupts powder adhesion in the heat-affected zone. If the surface isn't re-treated after welding, that seam is essentially bare steel.
- Stamped edges and cut ends — the shearing process leaves a raw edge. Powder coat struggles to build adequate thickness on a sharp edge; zinc plating covers it better but still needs passivation.
- Pivot pins and spring contact points — these are high-wear areas where the finish gets abraded through normal use, exposing base metal.
In a dry inland environment, a mechanism with marginal surface treatment might last five years without visible corrosion. Put the same mechanism in a beachfront condo in Miami or a holiday rental in coastal New South Wales, and you're looking at visible rust within a year. The salt spray concentration in coastal air — even a kilometer from the waterline — is enough to accelerate corrosion by a factor of 10 or more compared to inland conditions.
(We've had buyers come to us after exactly this scenario. The previous supplier's finish looked fine in the factory photos. It just wasn't built for where the furniture was going.)
Surface finish options for table mechanisms: what each one actually protects against
There are three practical finish options for steel table mechanisms: powder coating, zinc plating, and nickel plating. Each has a different corrosion resistance profile, cost structure, and appropriate use case. Choosing the wrong one for your target market is the sourcing mistake that generates warranty returns.
Powder coating: the right choice for most coastal applications
Powder coating at 60–80μm dry film thickness is the standard corrosion protection spec for furniture mechanisms going into coastal or high-humidity markets. At that thickness, a properly applied powder coat passes a 500-hour salt spray test per ISO 9227 — which corresponds to roughly 3–5 years of real-world coastal exposure depending on proximity to the waterline and local climate.
The critical variables are thickness consistency and pre-treatment. Powder coat applied at 40μm instead of 60μm will fail the salt spray test at 300 hours. Pre-treatment — typically iron phosphate or zinc phosphate wash before coating — determines adhesion. Skip the pre-treatment or run it at the wrong concentration, and the powder coat will delaminate at weld seams within months regardless of thickness.
Our automated powder line runs at 60–80μm with iron phosphate pre-treatment as standard. Every batch goes through a cross-hatch adhesion test and a sample pull for salt spray verification. The 500-hour rating isn't a marketing claim — it's a test result we can show you.
For coffee table mechanisms and other lower-profile hardware where the finish is partially visible, powder coat also gives you color flexibility. We run standard RAL colors with a 100-unit minimum for color changes — below that, the line changeover cost doesn't make sense for either side.

Zinc plating with trivalent chromium passivation: the spec for RoHS markets
Zinc electroplating provides corrosion protection through a sacrificial mechanism — the zinc corrodes preferentially, protecting the steel underneath. On its own, zinc plating offers moderate salt spray resistance (typically 96–200 hours depending on thickness). The passivation layer applied after plating is what extends that significantly.
There are two passivation chemistries: hexavalent chromium (Cr6+) and trivalent chromium (Cr3+). Hexavalent chromium is banned under RoHS and REACH — if you're selling into the EU, UK, or California, your mechanism cannot have Cr6+ passivation. This is a compliance issue, not a preference. We've seen buyers get product held at customs because the supplier used hexavalent passivation and didn't disclose it.
Our zinc plating line uses trivalent chromium passivation exclusively, which is RoHS and REACH compliant. We can provide material safety data sheets and RoHS compliance declarations with each order — standard documentation for EU and California buyers.
For table mechanisms, zinc plating with trivalent passivation is the right choice when:
- The mechanism is largely concealed in the finished furniture (no aesthetic finish requirement)
- The buyer needs RoHS documentation for EU or California market entry
- The application is moderate humidity rather than direct coastal salt air exposure
For direct coastal exposure, we recommend powder coat over zinc-plated steel — the combination gives you both the sacrificial zinc layer and the barrier protection of the powder coat, which pushes salt spray performance above 720 hours.
Nickel plating: for visible hardware with moderate corrosion requirements
Nickel plating gives a bright, decorative finish with reasonable corrosion resistance — typically 200–400 hours salt spray depending on plating thickness. It's appropriate for exposed hardware components where appearance matters: visible pivot points, decorative brackets, surface-mounted fittings.
For structural mechanism components in coastal environments, nickel plating alone isn't sufficient. The corrosion resistance is lower than powder coat at equivalent cost, and nickel doesn't provide the sacrificial protection that zinc does. We use nickel plating selectively on visible hardware elements, not as the primary corrosion protection strategy for mechanism assemblies going into high-humidity markets.

Salt spray hour ratings: what the numbers mean for your specific market
Salt spray testing (ISO 9227 / ASTM B117) is the standard method for comparing corrosion resistance across finishes. The test exposes finished parts to a 5% sodium chloride mist at 35°C and measures how long before red rust appears on the base metal. Here's how to read the numbers against real deployment conditions:
| Salt spray rating | Typical real-world equivalent | Recommended market application |
|---|---|---|
| 96–200h | 6–12 months inland/low humidity | Dry inland markets only |
| 200–500h | 1–3 years moderate humidity | General export, non-coastal |
| 500h | 3–5 years coastal exposure | Coastal US, Australia, Northern Europe |
| 720h+ | 5+ years direct marine exposure | Beachfront, marina, tropical coastal |
| 1000h+ | 7+ years severe marine | Marine-grade specification, premium segment |
The 500-hour threshold is the practical minimum for furniture going into coastal markets — Florida, California, the Gulf Coast, coastal Australia, the Netherlands, Scandinavia. Below 500 hours, you're accepting meaningful warranty risk on coastal accounts.
For buyers targeting beachfront hospitality — hotels, vacation rentals within 500 meters of the waterline — specify 720 hours minimum. The incremental cost difference between 500h and 720h spec is small at the mechanism level; the cost of a warranty return and replacement in a hospitality account is not.
(The 1000-hour spec exists, but for standard furniture mechanisms it's overspecification for most markets. We'd rather help you land on the right spec than sell you more coating than you need.)
What to require from your supplier before approving a sample
Most corrosion failures are locked in at the specification stage, not the production stage. By the time you're getting warranty returns, the sourcing decision that caused them was made months earlier. These are the questions to ask before you approve a sample:
Finish specification:
- What is the dry film thickness of the powder coat, measured how and where? (Require minimum 60μm at flat surfaces, 50μm at edges)
- What pre-treatment process is used before powder coating? (Iron phosphate or zinc phosphate — ask for the process sheet)
- For zinc plating: is the passivation trivalent or hexavalent chromium? (Require trivalent for any RoHS market)
Testing documentation:
- Can you provide a salt spray test report for this finish specification? (Require ISO 9227 or ASTM B117, minimum 500 hours for coastal markets)
- Is the test report from an in-house test or a third-party lab? (Both are acceptable; ask for the actual report, not just a claim)
- What is the cross-hatch adhesion rating for the powder coat? (Require GT0 or GT1 per ISO 2409)
Process control:
- Is surface treatment done in-house or outsourced? (In-house is strongly preferable — outsourced treatment introduces batch variation you can't audit)
- What QC checks are run on finished parts before shipment? (Ask for the inspection checklist)
Compliance:
- For EU or California buyers: can you provide a RoHS compliance declaration for the surface treatment chemistry?
- For any market: can you provide material safety data sheets for the coating materials?
A supplier who can't answer these questions with documentation — not just verbal assurances — is a supplier whose finish spec you can't verify. That's the sourcing risk that generates warranty returns.
How in-house surface treatment controls finish quality across your order
The batch variation problem is real. We've seen it from the buyer side when customers come to us after switching suppliers: two containers of the same mechanism, same part number, visibly different finish quality because the previous supplier's outsourced coating vendor changed their process between runs.
When surface treatment is outsourced, the furniture mechanism manufacturer loses direct control over pre-treatment chemistry, coating thickness, cure temperature, and QC checkpoints. Each of those variables affects salt spray performance. A supplier who outsources coating can tell you the spec they ordered — they can't guarantee the spec they received.
We run powder coating and zinc plating in-house at our 12,000 m² Guangdong facility. The same team that stamps and assembles the mechanism runs the surface treatment line. Pre-treatment chemistry is checked daily. Coating thickness is measured on every production batch with a calibrated gauge. Salt spray samples are pulled from each finish run and tested against the 500-hour threshold before the batch ships.
Factory-direct supply means the finish spec you approve on the sample is the finish spec on your production order. No outsourced vendor, no batch variation, no surprises at the destination port.
Our Table & Surface Mechanism range is available with powder coat (60–80μm, 500h salt spray standard), zinc plate with trivalent passivation (RoHS compliant), or combined zinc-plus-powder-coat for 720h+ coastal specification. For detailed steel grade and finish selection for table mechanisms, see our materials guide.
Supplier qualification checklist for coastal market sourcing
Before placing a production order for mechanisms destined for coastal or high-humidity markets, run through this checklist:
- [ ] Powder coat DFT confirmed at 60–80μm minimum (measured, not estimated)
- [ ] Pre-treatment process documented (iron or zinc phosphate)
- [ ] Salt spray test report provided — 500h minimum, ISO 9227 or ASTM B117
- [ ] Cross-hatch adhesion test result: GT0 or GT1
- [ ] Passivation chemistry confirmed as trivalent Cr3+ (for RoHS markets)
- [ ] RoHS compliance declaration available
- [ ] Surface treatment confirmed as in-house (not outsourced)
- [ ] QC inspection checklist for finished parts provided
- [ ] Sample finish matches production spec in writing
If any item on this list gets a "we'll check on that" response, treat it as a red flag. Suppliers who control their surface treatment process can answer these questions immediately.
FAQ
What salt spray rating do I need for furniture mechanisms going to coastal Florida or Queensland?
500 hours minimum for standard coastal residential. For beachfront hospitality or properties within 200–300 meters of the waterline, specify 720 hours. The difference in mechanism cost is marginal; the difference in warranty exposure is significant.
Can I use the same mechanism spec for both coastal and inland markets?
Yes — a 500h powder coat spec works fine in inland markets too. You're not overspecifying for dry environments; you're just carrying a small cost premium that buys you a single SKU across your range. Most of our buyers who sell into mixed geographies standardize on the 500h spec rather than managing two finish variants.
What's the difference between trivalent and hexavalent chromium passivation, and why does it matter?
Hexavalent chromium (Cr6+) is a restricted substance under RoHS Directive 2011/65/EU and California Proposition 65. Furniture mechanisms with Cr6+ passivation cannot legally be sold in the EU or California. Trivalent chromium (Cr3+) provides equivalent or better corrosion performance and is fully compliant. Always ask your supplier which chemistry they use and request the compliance declaration in writing.
How do I verify a supplier's salt spray claim without running my own test?
Ask for the actual test report — not a spec sheet that lists "500h salt spray" as a feature, but the ISO 9227 or ASTM B117 test report with the test date, sample description, and result. Third-party lab reports (SGS, Intertek, Bureau Veritas) carry more weight than in-house reports, though both are acceptable if the methodology is documented. If a supplier can't produce a test report, the rating is unverified.
Does powder coating over zinc-plated steel actually improve corrosion resistance, or is it redundant?
It's additive, not redundant. Zinc plating provides sacrificial protection — if the powder coat is scratched through to bare metal, the zinc corrodes preferentially and slows base steel corrosion. The powder coat provides barrier protection that extends the zinc's service life. Combined, the two finishes push salt spray performance to 720h+ and give you a meaningful margin of safety for direct coastal exposure. For standard coastal residential, powder coat alone at 500h is sufficient. For beachfront or marine-adjacent applications, the combination is worth the incremental cost.
If you're sourcing lift-top table mechanisms or other table hardware for coastal or high-humidity markets and want a finish recommendation tied to your specific geography and volume, Request Quote with your mechanism type, target market, and annual quantity — we'll come back with a specific finish spec and landed cost estimate.