Over-specification is one of the more expensive mistakes you can make when sourcing an OEM adjustable chair mechanism. We see it regularly: a buyer comes in with a 40-page spec sheet demanding tolerances that belong on aerospace tooling, surface treatments that add 30% to unit cost, and load ratings sized for a product that will never see that kind of stress in the field. The tooling gets built to spec. The price comes back too high. The project stalls or gets re-quoted from scratch three months later.
The opposite problem is just as real. Under-specified mechanisms — no cycle life requirement, vague finish callouts, no corrosion class — arrive at your warehouse looking fine and start generating warranty claims six months after your customer takes delivery. Both failures are avoidable, and both start at the specification stage.
This guide walks through how to write a mechanism spec that is tight where it needs to be and relaxed where it doesn't — so your OEM tooling investment lands on a product that works, ships on time, and doesn't come back.

Where the Specification Usually Goes Wrong
Most over-engineered specs come from one of two places: copying a competitor's spec sheet without understanding which parameters actually drove their design, or letting an internal engineering team apply industrial machinery tolerances to a furniture component.
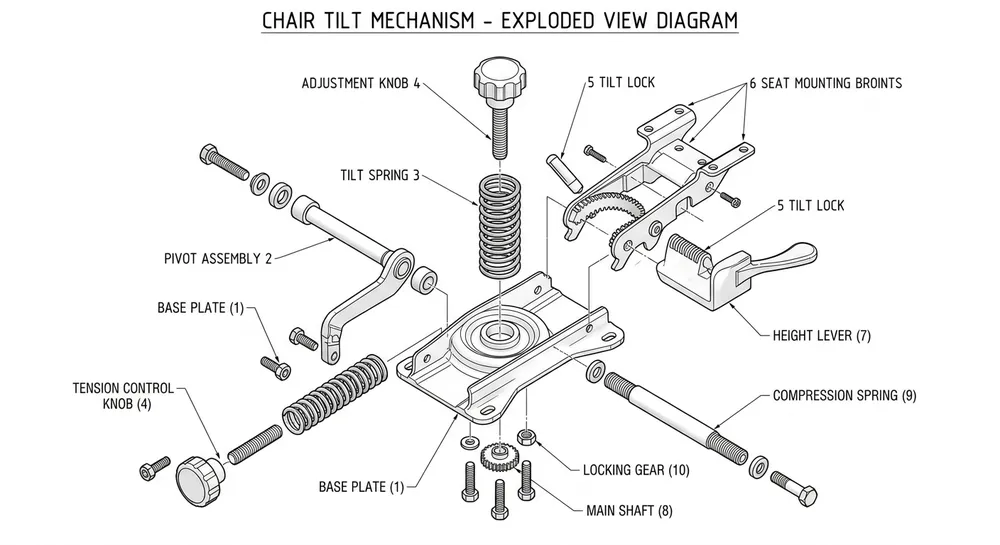
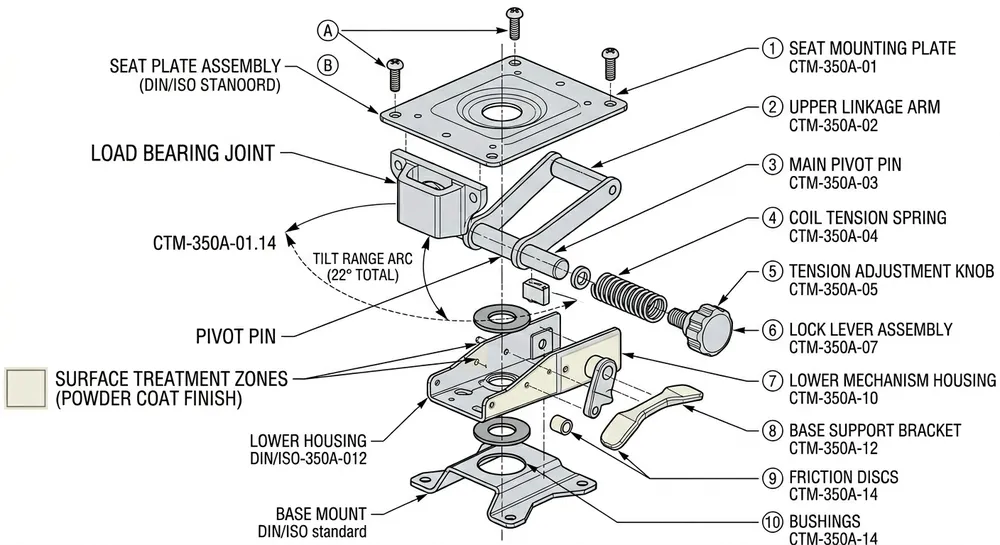
Chair mechanisms are not precision instruments. The pivot pin on a tilt mechanism does not need a ±0.01mm tolerance — ±0.1mm is standard across the industry and sufficient for smooth, consistent motion over the product's expected cycle life. When you tighten that to ±0.02mm, you've just moved the part from a standard progressive die stamping process into a secondary machining operation. That adds cost, adds lead time, and adds a process step that introduces its own variation.
The parameters that actually matter for an adjustable chair mechanism are:
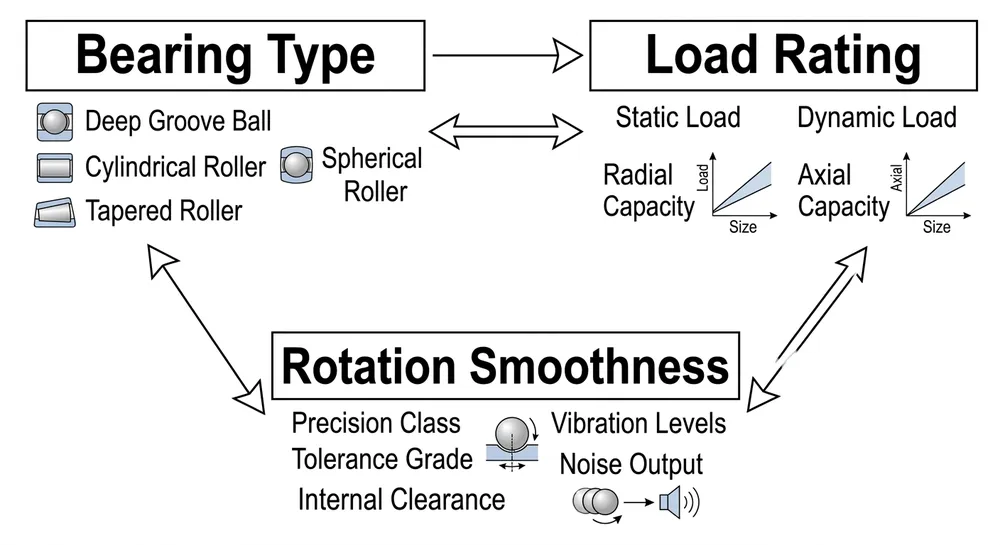
- Static load rating — the maximum seated load the mechanism must support without permanent deformation
- Dynamic load rating — the load under repeated motion cycles (tilt, recline, height adjustment)
- Cycle life — how many full operation cycles before wear-related failure is acceptable
- Travel range — tilt angle, recline angle, or height adjustment range in millimeters
- Corrosion class — the environment the chair will be used in, which drives surface treatment selection
- Finish appearance class — whether the mechanism is visible in the final product or fully concealed
Everything else — thread pitch on adjustment bolts, exact spring wire diameter, bracket wall thickness — should be left to the manufacturer's standard unless you have a specific functional reason to constrain it. Constraining it without reason is how you turn a $4.50 mechanism into a $7.00 mechanism with no improvement in field performance.
Load Rating: Size It for the Real Application, Not the Worst Case
The most common over-engineering error is sizing the static load rating for the absolute worst-case user weight, then adding a safety factor on top of that, then rounding up to the next standard rating. By the time you're done, you've specified a mechanism built for a 200kg user when your product targets standard office seating.
Here's a practical starting framework:
| Application | Recommended Static Load | Cycle Life Target |
|---|---|---|
| Standard office chair (task seating) | 120–150 kg | 100,000 cycles |
| Executive / heavy-duty office | 150–200 kg | 150,000 cycles |
| Contract / hospitality seating | 120–150 kg | 200,000 cycles |
| Industrial / operator seating | 200–250 kg | 300,000 cycles |
The cycle life target matters as much as the load rating. A mechanism rated for 150kg but only validated to 50,000 cycles will fail in a contract seating environment where a chair gets used 8 hours a day, 5 days a week. At that usage rate, 50,000 cycles is roughly two years. If your customer expects a 5-year product life, you need 100,000–150,000 cycles minimum.
(We run standard cycle life testing on all production tooling before first shipment — if you're not sure what cycle count your application needs, send us the end-use context and we'll recommend the right spec.)
We build our standard OEM adjustable chair mechanism line to 120kg static / 100,000 cycles as the baseline. That covers the majority of office and residential seating applications. Stepping up to 150kg / 150,000 cycles adds roughly 8–12% to unit cost — mostly in material gauge and spring specification, not in tooling.
Travel Range and Adjustment Geometry
Tilt range and recline range are the two geometry parameters buyers most often get wrong — either by specifying too narrow a range (limiting the ergonomic value of the mechanism) or by specifying a range the assembly geometry can't actually achieve without interference.
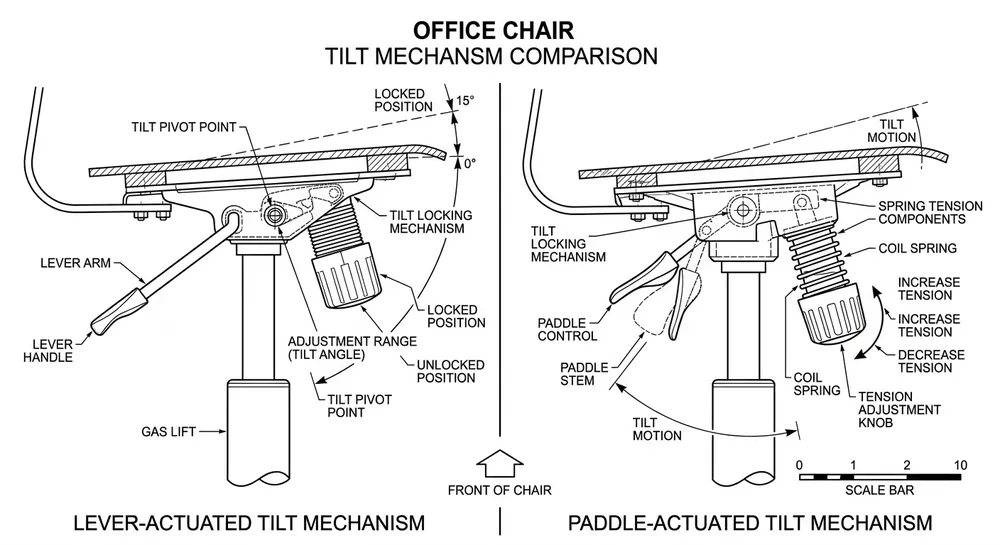
For a standard synchro-tilt mechanism, practical working ranges are:
- Seat tilt: 0° to 8° forward, 0° to 15° backward is the standard ergonomic range for task seating
- Back recline: 90° to 120° covers most office applications; 90° to 135° for executive or lounge configurations
- Height adjustment: 100–150mm of travel is standard for gas lift integration; specify the gas lift stroke separately
The interference problem comes up when buyers specify maximum recline angle without accounting for the seat pan geometry. If your seat pan has a deep rear lip, a 135° back recline may cause the seat to contact the base frame before the mechanism reaches its stop. We catch this in the CAD review stage — but only if you send us the seat shell geometry along with the mechanism spec. If you send the mechanism spec in isolation, we build to spec and the interference problem shows up during your prototype assembly.
Send us the seat shell CAD or at minimum a dimensioned cross-section sketch. It adds one round of review and saves one round of prototype rework.

Surface Treatment: Match the Corrosion Class, Not the Appearance Budget
Surface treatment is where buyers most often over-specify for appearance and under-specify for corrosion performance — or vice versa.
The mechanism's corrosion requirement is driven by the end-use environment, not by how the chair looks in a catalog photo. A fully concealed mechanism under a seat pan in a standard office environment needs basic corrosion protection — zinc phosphate pre-treatment plus powder coat, or zinc electroplating to 8–12μm. That's sufficient for indoor use and passes standard 96-hour salt spray without issue.
Where buyers get into trouble is specifying nickel plating or decorative chrome on a mechanism that will never be seen, because the product photography shows a shiny mechanism. Nickel plating adds $0.80–1.50 per unit depending on part geometry and plating area. On a 10,000-unit order, that's $8,000–15,000 in unnecessary surface treatment cost.
The practical corrosion class framework:
| Environment | Recommended Treatment | Salt Spray Requirement |
|---|---|---|
| Indoor office / residential | Zinc phosphate + powder coat | 96 hours |
| Indoor high-humidity (gym, spa) | Zinc electroplate 12μm + powder coat | 240 hours |
| Coastal / outdoor-adjacent | Zinc electroplate 15μm + powder coat | 480 hours |
| Marine / industrial | Nickel plate or hot-dip zinc | 720+ hours |
We run our own salt spray chamber on-site — 100% of new surface treatment specifications get a sample run before production approval. If you're targeting a specific market with known humidity or salt exposure (Gulf region, coastal Australia, Southeast Asian humidity), tell us upfront and we'll spec the treatment accordingly rather than defaulting to the standard indoor spec.
One thing worth flagging: powder coat adhesion at weld seams is the most common surface treatment failure point on stamped steel mechanisms. We grind and pre-treat every weld zone before coating — it adds a step, but it's the difference between a mechanism that passes 96-hour salt spray and one that starts showing rust at the seams after 48 hours. If your current supplier isn't doing this, ask them to show you their weld pre-treatment process.
Adjustment Hardware: Where Tolerance Actually Matters
Most of the mechanism's structural tolerances can be relaxed without consequence. The one area where tolerance discipline genuinely matters is the adjustment hardware — the locking detents, tension knobs, and height adjustment mechanisms that the end user interacts with directly.
A tilt tension knob with 0.3mm of thread slop feels cheap. It doesn't affect structural performance, but it affects perceived quality, and perceived quality affects your customer's return rate. This is the one place where tightening the spec has a direct commercial return.
Practical guidance:
- Tilt tension adjustment: specify a minimum of 8 distinct tension positions with tactile detent feedback. Fewer positions means users can't find a comfortable setting; more than 12 positions adds mechanism complexity without ergonomic benefit.
- Height adjustment lever: specify a minimum actuation force of 15N and maximum of 35N. Below 15N and the lever activates accidentally; above 35N and users complain it's stiff.
- Locking detent engagement: specify audible click confirmation. This is a simple spring-detent feature that costs nothing to add at the tooling stage and eliminates a significant source of user complaints about mechanisms that "don't feel like they've locked."
(The audible click spec is one we added to our standard line after seeing warranty claims from a European distributor — users were sitting down before the height lock engaged because they couldn't tell it had locked. One spring and a detent plate solved it.)
Qualifying the OEM Supplier Before Tooling Commitment
The specification document is only as good as the supplier's ability to execute it. Before you commit tooling investment to an OEM adjustable chair mechanism supplier, run through this qualification checklist:
Process capability:
- Do they have in-house progressive die stamping, or are they outsourcing blanks to a third party? Outsourced blanks mean you have no visibility into material consistency.
- What is their standard material grade for mechanism brackets? SPCC cold-rolled steel is the baseline; ask for the mill certificate on the first sample order.
- Do they run zinc alloy die-casting in-house for adjustment knobs and pivot housings, or are those sourced externally?
Quality validation:
- Can they provide cycle life test reports for the standard mechanism configuration you're ordering? Ask for the actual test data, not just a certificate.
- Do they perform 100% functional testing before shipment, or sampling-based inspection? For mechanisms, 100% functional testing is the standard — sampling misses intermittent defects in adjustment hardware.
- What is their process for weld pre-treatment before surface coating?
OEM tooling terms:
- Who owns the tooling? Tooling ownership should be clearly stated in the contract — buyer-owned tooling gives you the right to move production if the relationship breaks down.
- What is the tooling amortization structure? Some suppliers amortize tooling cost across the first production run; others charge upfront. Both are acceptable, but the terms should be explicit.
- What is the minimum order quantity for OEM production runs after tooling is complete?
We're transparent on all of these: buyer-owned tooling on all OEM programs, 100% functional testing before shipment, in-house stamping and die-casting, and mill certificates available on request. If a supplier can't answer these questions directly, that's the answer.

The Specification Document: What to Include and What to Leave Out
A workable OEM mechanism spec document should fit on two to three pages. If it's longer than that, you're probably specifying things that don't need to be specified.
Include:
- Static and dynamic load rating (kg)
- Cycle life requirement (number of cycles)
- Tilt and recline travel range (degrees)
- Height adjustment travel (mm), if applicable
- Corrosion class and surface treatment requirement
- Finish appearance class (concealed / partially visible / fully visible)
- Adjustment hardware requirements (detent positions, actuation force range)
- Packaging and labeling requirements
- Reference to any applicable standards (BIFMA X5.1 for office seating, EN 1335 for European markets)
Leave out:
- Tolerances on non-functional dimensions (bracket hole positions that don't affect assembly fit)
- Material grade specifications beyond the structural minimum (let the manufacturer select within the grade family)
- Process specifications (don't specify welding parameters — specify the weld strength requirement and let the manufacturer control the process)
- Cosmetic requirements for concealed surfaces
The BIFMA X5.1 and EN 1335 references are worth including even if your product isn't formally certified to those standards — they give the manufacturer a recognized performance benchmark to design against, which is more useful than a custom load spec that may not reflect real-world usage patterns.
Practical FAQ
What is the standard MOQ for OEM adjustable chair mechanism tooling programs? Our standard OEM program starts at 500 units for the initial production run after tooling completion. Tooling investment varies by mechanism complexity — a standard synchro-tilt mechanism typically requires one to two sets of progressive dies. We can discuss tooling amortization structures that fit your volume ramp.
How do I know if my load rating spec is realistic for the mechanism size I need? Send us your target seat shell dimensions and the load rating you're targeting. We'll cross-reference against our existing tooling library — in many cases, a standard mechanism configuration already covers your requirement without custom tooling. Custom tooling makes sense when your geometry is genuinely unique, not when a standard configuration would work.
What certifications apply to OEM chair mechanisms for North American and European markets? For North American commercial seating, BIFMA X5.1 is the relevant standard. For European markets, EN 1335 applies. Our mechanisms are CE certified and we can provide SGS test reports. If your end product requires formal BIFMA certification, that testing is done at the finished chair level — we supply the mechanism data and test reports to support your certification process.
Can I specify a custom surface finish color for an OEM program? Yes, on runs of 500 units or more. Powder coat color matching is straightforward — provide a RAL code or a physical sample. Custom plating colors (brushed nickel, matte black electroplate) require a minimum of 1,000 units to justify the line changeover. Below those thresholds, the per-unit cost of a custom finish usually doesn't make commercial sense.
If you're working through a mechanism specification and want a second opinion before committing to tooling, send your draft spec to our engineering team — we'll review it and flag anything that's adding cost without adding performance. We've been doing this since 2008 and we've seen most of the specification mistakes worth avoiding.
For a broader look at our adjustable chair mechanism product range, the category page covers standard configurations, load ratings, and available surface treatments across our current production line.