Most sourcing mistakes in this category don't happen at the order stage. They happen earlier — when a buyer commits to a factory based on a price sheet and a product catalog, without verifying whether the factory actually controls the processes that determine mechanism quality.
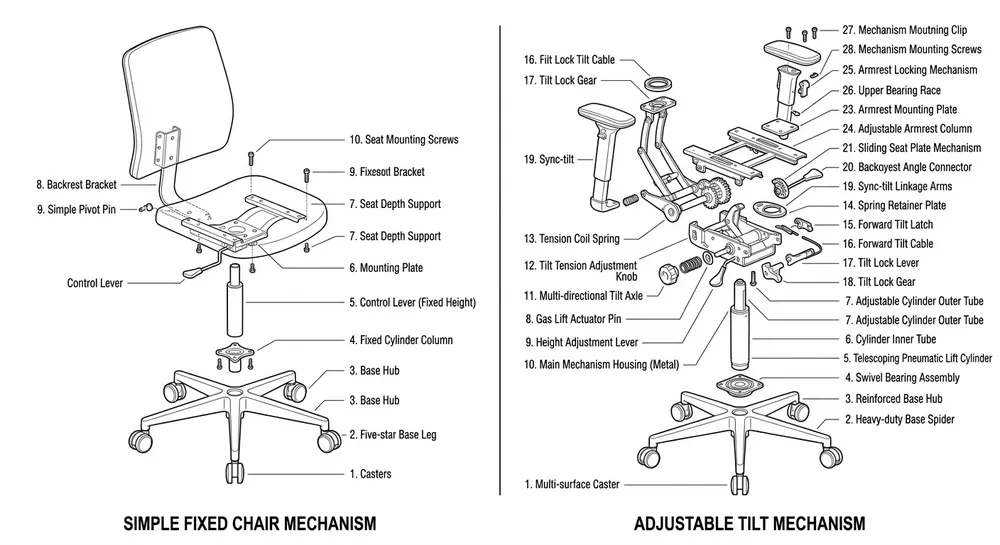
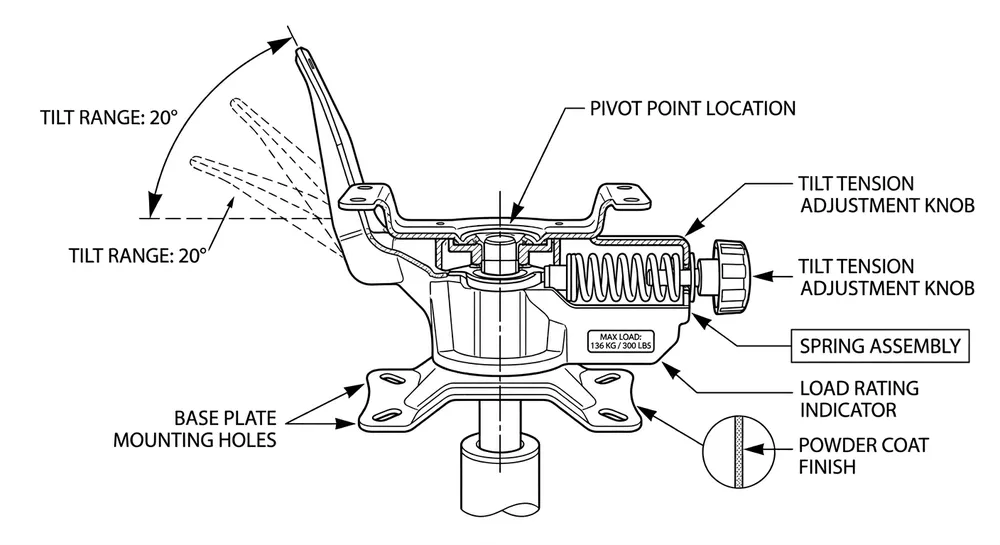
Chair mechanisms are not commodity hardware. A tilt mechanism has load-bearing joints, a spring assembly, a lock engagement system, and die-cast adjustment components — each with its own failure mode. The factories that can produce these reliably are not the same as the factories that can produce a door hinge or a shelf bracket. The verification steps are different too.
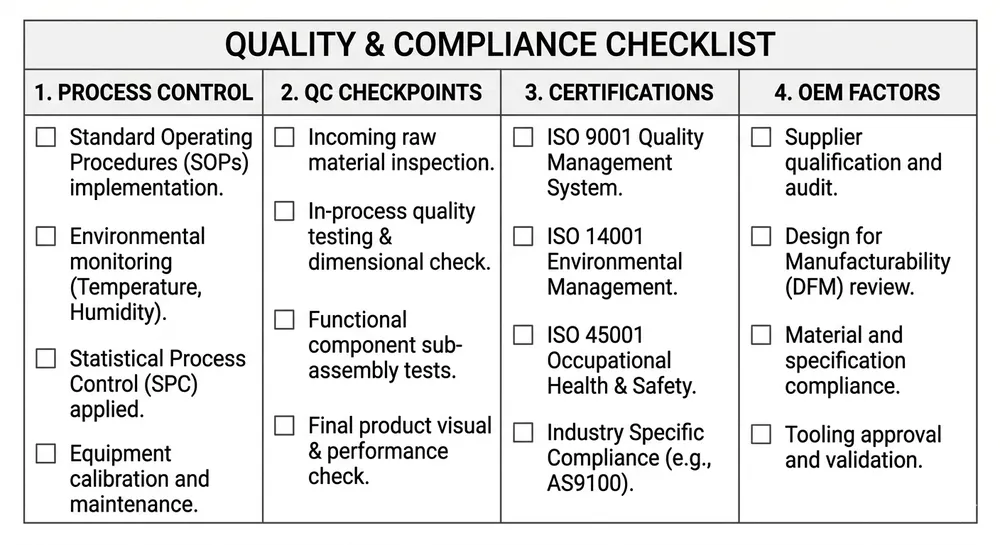
This guide covers what to check before you place an OEM order: manufacturing process control, QC checkpoints, certification documentation, and the OEM-specific factors that determine whether your sample-to-production transition goes smoothly or sideways.

—
OEM vs. ODM: The Distinction That Changes How You Evaluate a Supplier
Before running through verification criteria, get this distinction clear — it affects what you're actually asking the factory to do.
OEM means you supply the drawings and specifications. The factory produces to your design. Their job is dimensional accuracy, process consistency, and compliance documentation. Your job is owning the spec.
ODM means the factory develops the design. You bring a brief — target price, performance requirements, market segment — and they engineer the mechanism, build the tooling, and iterate samples until the spec is locked. Their engineering capability matters as much as their production capability.
Most buyers sourcing chair mechanisms for the first time are actually doing ODM, even if they call it OEM. They have a reference sample or a performance requirement, not a full engineering drawing. That's fine — but it means you need to evaluate the factory's R&D and tooling capability, not just their production floor.
The verification steps below apply to both paths, with notes where the distinction matters.
—
Manufacturing Process Control: What to Verify on the Production Floor
Generic sourcing guides tell you to check "quality." That's not useful. Here's what to actually verify for mechanism hardware specifically.
Stamping tolerances and press capability
Chair mechanism plates, brackets, and linkage arms are stamped components. The tolerance that matters for fit and function is ±0.15mm on critical dimensions — mounting hole positions, pivot bore diameters, and bracket mating surfaces. Ask the factory what tolerance their stamping process holds, and ask to see first-article inspection reports from a recent production run.
Progressive die stamping is the process that reliably holds these tolerances at volume. Manual or single-stage stamping can hit the number on a sample but drifts on a production run of 5,000 units. If the factory is running manual presses for structural mechanism components, that's a process risk worth understanding before you commit.
Die-casting: in-house or outsourced?
This is the question most buyers don't think to ask, and it's where a lot of mechanism quality problems originate.
Chair mechanisms include die-cast zinc alloy components — tilt adjustment knobs, tension collars, decorative covers, and sometimes structural inserts. These parts have tight dimensional requirements: a knob that's 0.3mm oversized on the thread engagement won't seat properly; a collar with inconsistent wall thickness will crack under load. The failure mode is subtle enough that it passes visual inspection and shows up later in the field.
Most mechanism factories in Guangdong outsource their die-casting to third-party foundries. That means they have no direct control over alloy composition, injection parameters, or dimensional consistency on those components. When a batch comes back with defects, the fix requires a supplier negotiation, not a process adjustment.
We brought die-casting in-house in 2015 specifically because of this failure pattern. When a buyer reports that a tilt knob feels loose or a finish is inconsistent batch-to-batch, the root cause is almost always the die-cast component. Owning that process means the fix is on our floor. Ask any factory you're evaluating: where are your die-cast components made, and can you show me your process control records for that operation?
Welding method and joint qualification
Load-bearing mechanism assemblies — the main tilt plate, the seat bracket, the gas lift housing — are welded joints. MIG welding on structural assemblies, spot welding on lighter brackets. The question isn't which method; it's whether the factory does pull-testing or destructive testing on weld joints as part of their qualification process.
A factory that only does visual inspection on welds is relying on the welder's judgment. That's fine for low-load applications. For a chair mechanism that will see 50,000+ cycles of load in commercial use, you want documented joint qualification.
Surface treatment consistency
Mechanism hardware ships with one of three surface treatments: powder coating, nickel plating, or zinc plating. Each has a different application and a different failure mode.
Powder coating at 60–80μm film thickness passes 500-hour salt spray — that's the spec range for coastal and humid-market shipments. Below 45μm, adhesion failure shows up in accelerated testing. Ask for film thickness measurement records from recent production runs, not just a spec sheet claim.
Nickel and zinc plating are used on components where dimensional tolerance after coating is critical — powder adds thickness that affects fit on tight-clearance assemblies. If the factory is plating and then assembling, ask whether they measure post-plate dimensions on critical features.
(We ran powder at 45–55μm for a period to reduce material cost. The salt spray results on coastal-market shipments told us that was the wrong trade-off. We moved back to 60–80μm. The lesson: ask for actual test data, not just the spec the factory quotes you.)
—
QC Checkpoints: The Four Stages That Determine What Ships

Incoming material inspection
Cold-rolled steel coil and zinc alloy ingot are the two primary inputs. A factory with real incoming inspection checks material certifications against mill reports, pulls dimensional samples from the first stamped parts after each coil change, and holds batches where hardness or thickness is outside spec.
Ask: what happens when incoming material fails? If the answer is vague, the incoming check is probably a formality. We've had suppliers try to substitute material grade mid-contract — the incoming check is what catches it before it becomes a production problem.
In-process dimensional checks
First-article inspection at the stamping stage, periodic dimensional checks during the run, visual and pull-test at welding, film thickness measurement at surface treatment. These are the checkpoints that catch process drift before it compounds into a full batch of out-of-spec parts.
Ask to see an in-process inspection record from a recent production run. A factory that can produce one quickly has a real system. A factory that needs to "prepare" one for you probably doesn't.
Cycle load testing
For commercial chair mechanisms, 50,000 cycles is the minimum load test standard for most market certifications. This tests the mechanism under rated load through its full range of motion — tilt, lock engagement, return — for 50,000 repetitions without failure or dimensional change beyond tolerance.
Ask specifically: do you run cycle testing on every production batch, or only on new product qualification? Batch-level testing is what gives you confidence that the production run matches the qualified sample. New-product-only testing tells you the design passed — it doesn't tell you whether the production batch was made correctly.
We run 50,000-cycle load testing as a standard batch qualification check. For mechanisms going into high-use commercial environments — hospitality, healthcare, education — we spec and test higher. That's a conversation worth having before you lock your spec.
Outgoing inspection: 100% vs. sampling
This is the clearest differentiator between factories that take mechanism quality seriously and those that don't.
Sampling-based outgoing inspection — AQL 2.5 or similar — means statistically, some defective units will ship. For mechanisms, the defects that sampling misses are functional ones: a sticky tilt lock, a misaligned mounting hole, a gas lift collar that doesn't seat. These pass dimensional checks and fail in the field.
We run 100% functional testing on every unit before packing. Every unit. A mechanism that passes dimensional and load-cycle checks but has a sticky lock or a misaligned hole gets pulled at this stage. At 3,000,000 units annual capacity, this is operationally intensive — but it's the only way to guarantee that what's in your container matches what was tested.
Ask any factory you're evaluating: is your outgoing inspection 100% functional, or AQL sampling? Get the answer in writing.
—
Certification and Compliance Readiness for Your Target Market
Certifications are not interchangeable. Each covers a different scope, and the documentation requirements vary by market. Here's what matters for the main export destinations.
| Certification | Scope | Required for |
|---|---|---|
| CE | European conformity — covers mechanical safety, load ratings, and applicable EN standards | EU market entry; required for commercial furniture |
| SGS | Third-party audit and product testing — independent verification of factory claims | Buyers who need third-party validation beyond self-declaration |
| RoHS | Restricted substances — no hexavalent chromium, lead, cadmium, mercury in surface treatments | EU, California, and buyers with downstream compliance requirements |
| ISO 9001:2015 | Quality management system — process documentation and audit trail | Buyers with supplier qualification requirements |
The question to ask is not "are you certified?" — most factories will say yes. The question is: can you provide the current certificate, the test report it's based on, and the declaration of conformity for the specific product I'm ordering?
CE self-declaration without a supporting test report is a compliance risk. SGS certification from three years ago on a different product line doesn't cover your current order. Ask for documentation that is current, product-specific, and traceable to a test report.
We hold ISO 9001:2015, CE, SGS, and RoHS. CE declaration of conformity and SGS reports ship with the order — your compliance team gets the documentation with the container, not after a follow-up request. RoHS compliance documentation is available for buyers supplying into EU or California markets.
—
OEM-Specific Factors: Tooling, Samples, MOQ, and Spec Lock
Production capability gets you through the first order. These factors determine whether the OEM relationship works over time.
Tooling ownership and revision speed
For OEM projects with custom geometry, tooling is built to your specification. The critical question: who owns the tooling, and where is it made?
Tooling built in-house means the factory controls revision speed. When a sample comes back needing a geometry change — a pivot bore 0.2mm off, a bracket profile that doesn't clear the seat plate — an in-house tooling team can make the change and have a revised sample ready in days. A factory that outsources tooling to a third-party shop adds a coordination layer and a lead time buffer to every revision cycle.
Our tooling is built in-house by a 12-person engineering team that works exclusively on mechanism hardware. OEM sample iteration typically runs 2–3 revision cycles before spec lock — having the tooling shop on the same floor compresses that timeline significantly.
Tooling ownership should be documented in your supply agreement. Standard practice: tooling paid for by the buyer is the buyer's property, held at the factory for production use. Confirm this in writing before you pay the tooling deposit.
Sample iteration and spec lock process
The sample-to-production gap is where most OEM quality problems originate. A factory produces a sample that meets your requirements, you approve it, and the production batch comes back different — slightly different spring rate, different surface finish, different dimensional profile on a critical feature.
This happens when the factory doesn't have a formal spec lock process: a documented record of the approved sample's dimensions, material specs, surface treatment parameters, and functional test results that production is required to match.
Ask: what is your spec lock process after sample approval? What documentation do you provide, and how do you ensure production matches the approved sample? A factory with a real answer has a real process. A factory that says "we keep the approved sample on file" is relying on a physical reference that can be lost, damaged, or misinterpreted.
MOQ structure and honest lead time
MOQ for standard catalog mechanisms is 500 units. For OEM/ODM tooling projects, MOQ depends on tooling amortization — the honest number varies by spec, not a round figure designed to sound accessible.
On lead time: a single delivery date is not a production schedule. Ask for milestone-based lead time: tooling completion, first sample, sample approval, production start, production completion, QC, and shipment. Each milestone is a checkpoint where you can verify progress and catch delays before they compound.
We give OEM/ODM buyers a milestone schedule, not a single date. The most common delay we see is buyers sending revised specs after production has started. Lock your spec before you place the order.
—
Red Flags in Factory Evaluation
These are the patterns that indicate a factory is not equipped for reliable OEM mechanism production.
- Outsourced die-casting with no process records — If the factory can't show you dimensional inspection records for their die-cast components, they don't control that process. Batch-to-batch consistency on those parts is luck, not engineering.
- Cycle test claims without batch-level documentation — "We test to 50,000 cycles" means nothing if it only applies to the initial product qualification. Ask for a batch test report from a recent production run.
- AQL sampling on outgoing inspection — For mechanism hardware, sampling means some functional defects will ship. If the factory can't tell you their outgoing inspection is 100% functional, ask why.
- Vague certification answers — "We have CE" without a current certificate and supporting test report is a compliance risk, not a compliance credential.
- Single delivery date for OEM projects — A factory that gives you one date for a tooling + production project is either not planning in milestones or not willing to show you where the time goes. Either way, you lose visibility into delays until it's too late to act.
- No spec lock documentation — If the factory can't describe their process for documenting an approved sample and ensuring production matches it, the sample-to-production gap is unmanaged.

—
How to Structure Your RFQ for a Useful Response
A vague RFQ gets a vague quote. Here's what to include to get a specific recommendation and price:
Mechanism type and grade — Chair tilt mechanism, synchron mechanism, knee-tilt, or other. If you have a reference sample or a competitor product you're matching, say so. Grade matters: standard commercial (50,000-cycle), heavy-duty commercial (100,000-cycle), or residential.
Target market — This determines certification requirements. EU buyers need CE and RoHS documentation. North American buyers need specific compliance documentation for HTS classification. Middle East and Southeast Asia buyers have different requirements again.
Order volume and frequency — Initial order quantity and expected annual volume. This affects MOQ applicability, tooling amortization on OEM projects, and production scheduling priority.
OEM or ODM path — If OEM: do you have drawings, or a reference sample? If ODM: what are your performance requirements, target retail price, and any aesthetic direction?
Surface treatment requirement — Powder coat, nickel plate, zinc plate, or combination. If you're supplying into coastal markets or humid environments, specify that — it affects the coating spec we recommend.
Send your RFQ with these details to Request Quote, or reach out directly with a reference sample or drawing. We'll come back with a specific mechanism recommendation, compliance documentation list for your target market, and a quoted price — not a price range.
—
Frequently Asked Questions
What is the minimum order quantity for OEM chair mechanisms?
Standard catalog mechanisms: 500 units. OEM projects with custom tooling: MOQ depends on tooling amortization and is quoted per project. We give you the honest number based on your spec — not a round figure. For buyers new to this category, a 500-unit trial order on a standard mechanism is a reasonable way to verify production quality before committing to a custom tooling project.
What cycle test standard should I require for commercial chair mechanisms?
50,000 cycles under rated load is the minimum for most commercial office chair certifications. For high-use environments — hospitality seating, healthcare, education — specify 100,000 cycles and ask for batch-level test reports, not just new-product qualification data. The difference matters: a mechanism that passed 100,000 cycles during design qualification may have been produced with tighter process control than your production batch. Batch-level testing is what confirms the production run matches the qualified design.
How do I verify that a factory's CE certification covers my specific product?
Ask for the CE declaration of conformity for the specific mechanism type you're ordering, plus the test report it references. CE self-declaration without a supporting test report is a compliance risk. The declaration should reference the applicable EN standards (typically EN 1335 for office chairs), the test lab, and the test date. If the certificate is more than three years old or references a different product line, it doesn't cover your order.
What's the difference between OEM and ODM for chair mechanisms, and which path is right for me?
OEM: you supply drawings and specifications, the factory produces to your design. ODM: the factory develops the design based on your brief. If you have a reference sample but no engineering drawings, you're on the ODM path — the factory needs to reverse-engineer or develop the spec, build tooling, and iterate samples. That requires evaluating the factory's engineering capability, not just their production floor. See our OEM ODM capabilities page for how we handle both paths.
What documentation should ship with an OEM chair mechanism order?
At minimum: commercial invoice, packing list, bill of lading, certificate of origin, and functional test report for the batch. For EU buyers: CE declaration of conformity and RoHS compliance documentation. For North American importers: material compliance documentation for HTS classification. SGS audit reports are available on request. If your compliance team or customs broker needs specific documentation, specify it in your RFQ — it's easier to prepare before production than to chase after shipment.
Can a factory's surface treatment affect mechanism fit and function?
Yes, and this is a detail that catches buyers off guard. Powder coating adds 60–80μm of film thickness to coated surfaces. On components with tight clearance fits — a pivot shaft in a bore, a collar on a tube — that thickness affects assembly. Factories that coat components before final assembly need to account for post-coat dimensions on critical features. Ask whether the factory measures post-treatment dimensions on tight-tolerance components, or whether they rely on pre-treatment dimensions only.
—
Evaluating a factory for OEM chair mechanism production takes more than a product catalog review. The verification steps above — process control, QC documentation, certification currency, and OEM-specific factors — are what separate a reliable long-term supplier from a factory that looks right on paper and causes problems in production.